Yonga Levha Neden Deforme Olur? Sebepler, Tetikleyiciler ve Çözümler İçin Eksiksiz Bir Kılavuz
Yonga Levha Neden Deforme Olur? Sebepler, Tetikleyiciler ve Çözümler İçin Eksiksiz Bir Kılavuz
Panel ticareti, mobilya özelleştirme ve ihracat tedarik endüstrilerinde sunta deformasyonu en yaygın ve sıkıntılı kalite sorunlarından biridir.
Birçok alıcı ve fabrika aynı sorunla karşı karşıyadır: fabrikadan çıkarken tamamen düz olan levhalar, depolama, mobilya işleme veya deniz yoluylanakliye sonrasında yanal bükülme, eğrilme, şişkinlik veya yükseltilmiş kenarlar geliştirebilir. Küçük kusurlar yeniden işleme kayıplarına ve müşteri şikayetlerine yol açarken, ciddi durumlar tam hatayla sonuçlanır.-konteyner iadeleri ve büyük lojistik tazminat maliyetleri. Özellikle CARB ile Avrupa ve Amerika ihracatı için/EPA ve FSC uyumlu paneller, deformasyon kontrolü temel kalite kontrol önceliğidir.
Bu blog, malzeme ilkelerinden, üretim kusurlarından, çevresel etkilerden, işleme ve depolama hatalarından ve pratik çözümlerden kaynaklanan yonga levha deformasyonunu kapsamlı bir şekilde analiz ederek kalite risklerini tam olarak anlamanıza ve etkili bir şekilde kontrol etmenize yardımcı olur.
1. Doğal Sebep: Yonga Levhanın Deformasyona Neden Eğilimli Olduğu
Yonga levha üretim süreci (sunta) doğası gereği deformasyonun temelnedeni olan eşit olmayan iç gerilimeneden olur. Bu doğal kusur tamamen ortadan kaldırılamaz ancak optimize edilebilir ve kontrol edilebilir.
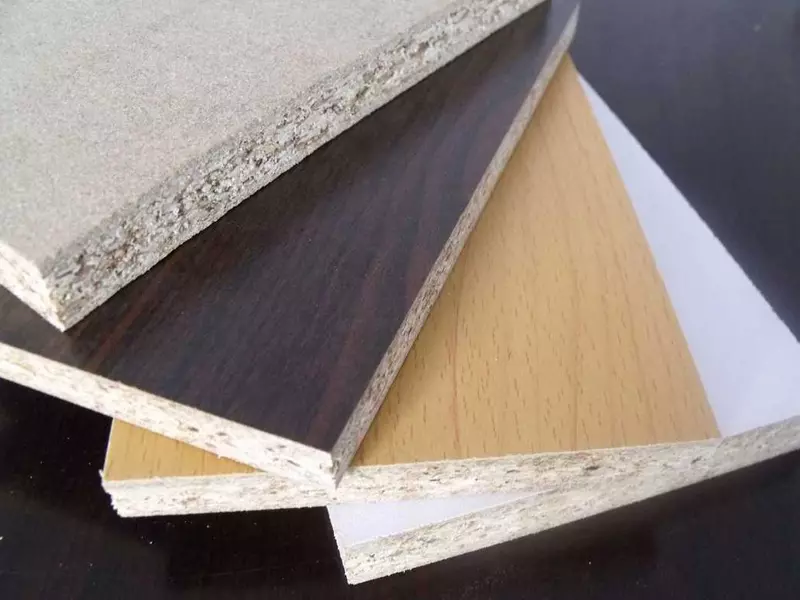
Yonga levha, karışık talaş, talaş ve talaşın üre ile sıkıştırılmasıyla üretilir.-yüksek sıcaklık ve yüksek basınç altında formaldehit reçinesi veya MDI yapıştırıcısı. Masif ahşap ve kontrplak ile karşılaştırıldığında yapısal özellikleri kaçınılmaz zayıflıkları da beraberinde getirir:
A. Düzensiz katmanlı yapı: Standart üretim ince bir çizgiyi benimser-parçacık yüzey tabakası ve kaba-çip çekirdek katmanı. Yoğun yüzey yüksek sertliğe sahipken, gevşek çekirdek katmanın dayanıklılığı zayıftır ve bu da levhanın içinde doğal yoğunluk farklılıkları oluşturur.
B. Artık iç gerilim: Yüksek-sıcaklık ve yüksek-Basınçla preslenerek tahtaya zorla şekil verilir. Soğuduktan sonra artık gerilim içeride kalır ve tahtayı dengesiz ve dengeli bir durumda tutar.
C. Tutarsız su emme: Yoğun yüzey katmanı su geçirmezken, gözenekli çekirdek katmannemi kolayca emer. Sıcaklık venem değişiklikleri, levhanın yüzeyi, çekirdeği ve iki tarafı arasında tutarsız genleşme ve büzülmeyeneden olur ve bu da doğrudan bükülme ve deformasyonaneden olur.
Kısacası, yonga levhanın deformasyonu yalnızca düşük kaliteden kaynaklanmaz; malzeme özellikleri, üretim teknikleri ve çevresel değişikliklerin ortak bir sonucudur.
2. Yonga Levha Deformasyonunun Temel Nedenleri
A. Üretim Kusurları: En Büyük Gizli Tehlike
Düşük-maliyet ve olmayan-standart yonga levhalar genellikle üretim aşamasından itibaren gizli deformasyon risklerine sahiptir ve bunlar panel tüccarları için yaygın tuzaklardır:
- Eşit olmayan malzeme yayılması: Tahta talaşlarının tahta boyunca eşit olmayan şekilde dağıtılması, tutarsız yoğunluğa, dengesiz gerilime ve daha sonraki kullanımda kaçınılmaz yan bükülmeyeneden olur.
- Kararsız sıcak presleme sıcaklığı ve basıncı: Yetersiz basınç veya aşırı sıcaklık, eksik kürlenmeye ve giderilmeyen iç gerilime yol açar; eşit olmayan sıcaklık kısmi sızdırmazlığaneden olur-tahtadaki gevşek farklar.
- Yetersiz şartlandırma süresi: Nitelikli kurullar 7 gerektirir–İç stresi ortadan kaldırmak için 15 gün boyunca sabit sıcaklık venem şartlandırması. Birçok küçük fabrika, hızlı teslimat için baskıdan hemen sonra panoları teslim eder ve bu da sevkiyat sonrasında kademeli deformasyona yol açar.
- Dengesiz yapıştırıcı uygulaması: Her iki taraftaki tutarsız yapıştırıcı miktarı ve kürlenme hızı, farklı büzülme oranlarınaneden olur ve bu da levhanın çarpılmasınaneden olur.
B. Çevresel Faktörler: Nem & Başlıca Katalizör Olarak Sıcaklık
Yonga levhalarneme karşı son derece hassastır; bu da okyanusnakliyesi, yağmurlu mevsimler venemli depo depolaması sırasındaki yüksek deformasyon oranını açıklar:
- Bir-taraflınem emilimi: Levhanın bir tarafınemli zeminlere veya duvarlara temas ederken diğer tarafı havalandırıldığında, eşit olmayan su emilimi anında bükülmeyeneden olur.
- Ani sıcaklık venem değişiklikleri: Kuru depolardannemli atölyelere veya kapalı konteynır ortamlarına aktarılan levhalar dengesiz genleşme ve büzülmeyeneden olarak gerilim salınımını ve deformasyonu tetikler.
- Alternatif yüksek ve düşük sıcaklıklar: Yazın yüksek sıcaklıklar ve kışın düşük sıcaklıklar altında tekrarlanan termal genleşme ve büzülme, artık iç gerilimi kademeli olarak serbest bırakır ve yavaş deformasyonaneden olur.
C. Uygunsuz Depolama, Taşıma & İşleme Operasyonları
Nitelikli kurullar bile ticaret şirketleri için kilit kontrolnoktaları olan düzensiz lojistik ve işlemenedeniyle zarar görebilir:
- Olmayan-standart istifleme: Eğimli yerleştirme, dikey tek-tahta depolama, eşit olmayan istifleme ve eşit olmayan palet desteği, uzun-dengesiz stres ve deformasyon.
- yeniden hayır-Kesimden sonra koşullandırma: Komple levhalar sabit gerilim dengesini korurken kesme işlemi dengeyi bozar. Dinlendirilmeden doğrudan işlenmesi yüksek deformasyon riskineneden olur.
- Dengesiz kaplama işlemi: Her iki taraftaki asimetrik kaplama kalınlığı, basınç veya sıcaklık, levhayı çekerek bükülmeyeneden olur.
- Yetersiz okyanus taşımacılığı koruması: Kapalı konteynerler yükseknem ve sıcaklık farklılıklarına sahiptir. Nemsiz tahtalar-geçirmez film ve kurutucularnemi kolayca emer ve deforme olur.
3. İki Yaygın Deformasyon Türü & Kök Nedenler
A. Kemerli yan bükme (sol-sağ eğrilik): Esas olarak eşit olmayan üretim yayılımından, tutarsız levha yoğunluğundan veya eğimli istifleme geriliminden kaynaklanır.
B. Çarpık yay deformasyonu (yukarı-aşağı şişkin): 90% dengesiznemden kaynaklanan bir-taraflınem emilimi, asimetrik iç gerilim ve yetersiz fabrika koşullandırması.
4. Pratik Çözümler: Yonga Levha Deformasyonunun Önlenmesi
Aşağıda, yurt içi satışlara ve Avrupa'ya uygun, tedarik, depolama, işleme ve sevkiyatı kapsayan, tamamen uygulanabilir bir kalite kontrol çözümü bulunmaktadır. & CARB ile Amerika ihracatı/EPA ve FSC uyumluluk gereklilikleri:
A. Kaynak Kalite Kontrolü (En Kritik)
- İstikrarlı dahili stres kontrolü sağlamak için yalnızca standartlaştırılmış üretim ve komple koşullandırma süreçlerine sahip resmi üreticilerle işbirliği yapın.
- Dışa aktarmaya öncelik verin-geçerli CARB P2'ye sahip uyumlu kartlar / EPA TSCA Başlık VI formaldehit uyumluluğu ve FSC CoC sertifikası. Uyumlu levhalar, gümrükleme gereksinimlerini karşılarken daha sıkı üretim standartlarına ve daha düşük deformasyon oranlarına sahiptir.
- Ön davranış-sevkiyatnumunesi incelemesi: düzlüğü, düzgün kalınlığı ve kompakt tahta yüzeyini kontrol edin ve tedarikçilerden toplu test raporları isteyin.
B. Standartlaştırılmış Depo Yönetimi
- Depoları havalandırılmış ve kuru tutun. Nemli zemin ve duvarlarla doğrudan teması önlemek için tahtaları düz paletler üzerine yerleştirin.
- Dikey veya eğimli yerleştirmeyi yasaklayın. Kısmi ağır basıncı önlemek için tahtaları eşit yükseklikte düz olarak istifleyin.
- Tahtaları tamamennemle sarın-Yağmurlu mevsimlerde venem emilimini önlemek için okyanusnakliyesi hazırlığında koruyucu film ve kurutucuları yerleştirin.
C. Standartlaştırılmış İşleme & Sevkiyat
- Kesilmiş tahtaların dinlenmesine ve tekrar dinlenmesine izin verin-24 şartı–Kaplama, kenar bantlama ve montaj öncesinde stres dengesinin yeniden sağlanması 48 saat.
- Simetrik kaplama parametrelerini sağlayın (kalınlık, basınç, sıcaklık) Asimetrik çekme deformasyonunu önlemek için her iki tarafta.
- Okyanus taşımacılığı sırasında sıkışmayı ve deformasyonu önlemek için, konteyner yükleme sırasında levhaları sıkıca istifleyin ve sabitleyin.
D.Sonra-satış Riskinin Önlenmesi
- Sevkiyattan önce kartonun düzlüğünü ve paketleme ayrıntılarını kaydetmek için fotoğraf çekin ve eksiksiz izlenebilirlik dosyaları oluşturun.
- Yurtdışındaki müşterilerini yüksek standartlı konteyner ambalajı açma ve karton depolama kuralları konusunda bilgilendirmek-Terminal kalite şikayetlerini azaltmak içinnemnakliye rotaları.
5. Sonuç: Deformasyon Kontrol Edilebilir (Ortadan Kaldırılamaz)
Yapısal ve süreç sınırlamalarınedeniyle 100% Mühendislik ürünü yonga levhalarda sıfır deformasyon elde edilemez. Ancak sıkı kaynak seçimi, standartlaştırılmış depolama ve standartlaştırılmış işleme & lojistik deformasyon oranını son derece düşük bir aralıkta kontrol edebilir.
Ticari işletmeler için yonga levhanın deformasyonu yalnızca bir kalite sorunu değil aynı zamanda uyumluluk riski kontrolünün, maliyet yönetiminin ve marka itibarı oluşturmanın da önemli bir parçasıdır. Özellikle Avrupa ve Amerika'daki ihracat işletmeleri için uyumlu kurullar ve standartlaştırılmış kalite kontrol prosedürleri, iadelerden, kesintilerden ve düzenleyici cezalardan temel olarak kaçınır.
Sonraki: DuBai WoodShow