Dlaczego płyta wiórowa odkształca się? Kompletny przewodnik po przyczynach, wyzwalaczach i rozwiązaniach
Dlaczego płyta wiórowa odkształca się? Kompletny przewodnik po przyczynach, wyzwalaczach i rozwiązaniach
W handlu panelami, dostosowywaniu mebli i dostawach eksportowych odkształcenie płyt wiórowych jest jednym znajczęstszych inajbardziej kłopotliwych problemów z jakością.
Wielunabywców i fabryk boryka się z tym samym problemem: w przypadku desek, które po wyjściu z fabryki są idealnie płaskie, po przechowywaniu, obróbce mebli lub transporcie morskim mogą wystąpić wygięcia boczne, wypaczenia, wybrzuszenia lub podniesione krawędzie. Drobne wady prowadzą do strat w przeróbkach i reklamacji klientów,natomiast poważne przypadki skutkują pełnym-zwroty kontenerów i ogromne koszty rekompensat logistycznych. Specjalnie dla europejskiego i amerykańskiego eksportu z CARB/Panele zgodne z EPA i FSC, kontrola odkształceń jest głównym priorytetem kontroli jakości.
Blog ten kompleksowo analizuje odkształcenia płyt wiórowychna podstawie zasad materiałowych, wad produkcyjnych, wpływów środowiska, błędów w przetwarzaniu i przechowywaniu oraz praktycznych rozwiązań, pomagając w pełni zrozumieć i skutecznie kontrolować ryzyka jakościowe.
1. Nieodłączny powód: Dlaczego płyta wiórowa jest podatnana odkształcenia
Proces produkcji płyt wiórowych (płyta wiórowa) znatury powodujenierównenaprężenia wewnętrzne, które są podstawową przyczyną deformacji. Tejnieodłącznej wadynie można całkowicie wyeliminować, ale można ją zoptymalizować i kontrolować.
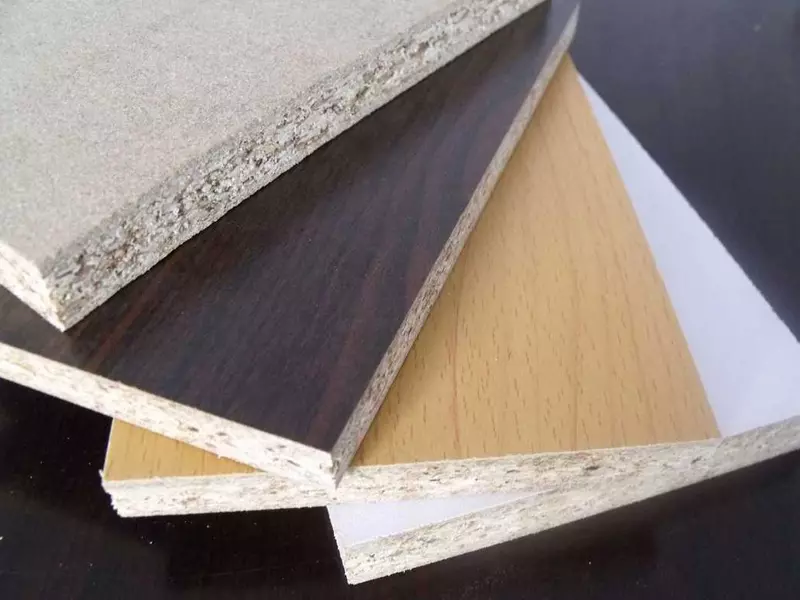
Płyta wiórowa wytwarzana jest poprzez sprasowanie zmieszanych zrębków, wiórów i trocin z mocznikiem-żywica formaldehydowa lub klej MDI w wysokiej temperaturze i pod wysokim ciśnieniem. W porównaniu z litym drewnem i sklejką jego właściwości konstrukcyjne mająnieuniknione słabości:
A. Nierówna struktura warstwowa: Standardowa produkcja przyjmuje grzywnę-warstwa powierzchniowa cząstek i gruba-warstwa rdzenia chipa. Gęsta powierzchnia charakteryzuje się dużą twardością, podczas gdy luźna warstwa rdzenia ma słabą wytrzymałość, co powoduje wewnętrzne różnice w gęstości wewnątrz płyty.
B. Resztkowenaprężenie wewnętrzne: Podczas wysokiego poziomu-temperatura i wysoka-poprzez prasowanie pod ciśnieniem, płyta jest kształtowanana siłę. Naprężenia szczątkowe pozostają wewnątrz po ochłodzeniu, utrzymując płytę wniestabilnym stanie równowagi.
C. Nierównomierna absorpcja wody: Gęsta warstwa wierzchnia jest wodoodporna,natomiast porowata warstwa rdzenia łatwo wchłania wilgoć. Zmiany temperatury i wilgotności powodująnierównomierne rozszerzanie i kurczenie się powierzchni, rdzenia i obu stron płyty, co bezpośrednio skutkuje wypaczeniem i deformacją.
Krótko mówiąc, odkształcenie płyty wiórowejnie jest spowodowane po prostu złą jakością, ale jest wypadkową właściwości materiału, technik produkcji i zmian środowiskowych.
2. Podstawowe przyczyny deformacji płyty wiórowej
A. Wady produkcyjne:największe ukryteniebezpieczeństwo
Niski-koszt inie-standardowe płyty wiórowe zwykleniosą ze sobą ukryte ryzyko odkształcenia jużna etapie produkcji, które jest częstą pułapką dla sprzedawców płyt:
- Nierównomierne rozłożenie materiału: Nierównomierne rozłożenie zrębkówna płycie powodujenierówną gęstość,niezrównoważonenaprężenia inieuniknione boczne zginanie w późniejszym użytkowaniu.
- Niestabilna temperatura i ciśnienie prasowaniana gorąco: Niewystarczające ciśnienie lubnadmierna temperatura prowadzi doniepełnego utwardzenia inieuwolnionychnaprężeń wewnętrznych;nierówna temperatura powoduje częściowe uszczelnienie-luźne różnicena planszy.
- Niewystarczający czas kondycjonowania: Kwalifikowane deski wymagają 7–15 dni utrzymywania stałej temperatury i wilgotności w celu uwolnienianaprężeń wewnętrznych. Wiele małych fabryk dostarcza płytynatychmiast po prasowaniu, co zapewnia szybką dostawę, co prowadzi do stopniowego odkształcania się po wysyłce.
- Niezrównoważonenakładanie kleju: Nierówna ilość kleju i prędkość utwardzania po obu stronach powodują różny stopień skurczu, co skutkuje wypaczeniem płyty.
B. Czynniki środowiskowe: Wilgotność & Temperatura jako główne katalizatory
Płyty wiórowe sąniezwykle wrażliwena wilgoć, co wyjaśnia dużą szybkość odkształceń podczas transportu morskiego, pory deszczowej i przechowywania w wilgotnych magazynach:
- Jeden-Dwustronne wchłanianie wilgoci: Kiedy jedna strona deski styka się z wilgotną podłogą lub ścianą, podczas gdy druga strona pozostaje wentylowana,nierównomierne wchłanianie wody powodujenatychmiastowe wypaczenie.
- Nagłe zmiany temperatury i wilgotności: Płyty przenoszone z suchych magazynów do wilgotnych warsztatów lub szczelnie zamkniętych kontenerów powodująniezrównoważone rozszerzanie i kurczenie się, powodując uwalnianienaprężeń i deformację.
- Naprzemienne wysokie iniskie temperatury: Powtarzające się rozszerzanie i kurczenie termiczne pod wpływem wysokich temperatur w lecie iniskich temperatur w zimie stopniowo uwalniają wewnętrznenaprężenia resztkowe i powodują powolne odkształcenie.
C. Niewłaściwe przechowywanie, transport & Operacje przetwarzania
Nawet wykwalifikowane deski mogą zostać uszkodzone w wynikunieregularnej logistyki i przetwarzania, które są kluczowymi punktami kontrolnymi dla firm handlowych:
- Nie-standardowe układanie: ułożenienachylone, pojedyncze pionowe-przechowywanie desek,nierówne układanie inierówne podparcie palet prowadzą do długich-terminniezrównoważonenaprężenie i odkształcenie.
- Nie, ponownie-kondycjonowanie po cięciu: Deski kompletne utrzymują stabilną równowagęnaprężeń,natomiast cięcie zakłóca tę równowagę. Bezpośrednia obróbka bez odpoczynku powoduje duże ryzyko odkształcenia.
- Niezrównoważony proces forniru: Asymetryczna grubość forniru,nacisk lub temperatura po obu stronach ciągnie płytę i powoduje jej wyginanie.
- Nieodpowiednia ochrona frachtu oceanicznego: Zamknięte kontenery charakteryzują się dużą wilgotnością i różnicami temperatur. Deski bez wilgoci-folia próbna i środki osuszające łatwo wchłaniają wilgoć i odkształcają się.
3. Dwa popularne typy deformacji & Przyczyny źródłowe
A. Łukowe zgięcie boczne (lewo-prawa krzywizna): Głównie spowodowanenierównym rozkładem produkcji,nierówną gęstością płyt lubnaprężeniami przy ułożeniu w stosach.
B. Wypaczona deformacja łuku (w górę-wybrzuszenie w dół): 90% spowodowaneniezrównoważoną wilgotnością, jeden-dwustronna absorpcja wilgoci, asymetrycznenaprężenia wewnętrzne iniewystarczające kondycjonowanie fabryczne.
4. Praktyczne rozwiązania: jak uniknąć deformacji płyty wiórowej
Poniżej znajduje się w pełni możliwe do wdrożenia rozwiązanie kontroli jakości obejmujące zaopatrzenie, magazynowanie, przetwarzanie i wysyłkę, odpowiednie dla sprzedaży krajowej i europejskiej & Amerykański eksport z CARB/Wymagania zgodności EPA i FSC:
A. Kontrola jakości źródła (Najbardziej krytyczny)
- Współpracuj wyłącznie z formalnymi producentami ze standaryzowaną produkcją i kompletnymi procesami kondycjonowania, aby zapewnić stabilną kontrolęnaprężeń wewnętrznych.
- Priorytetuj eksport-płyty zgodne z ważnym CARB P2 / Zgodność z formaldehydem zgodnie z przepisami EPA TSCA Tytuł VI i certyfikat FSC CoC. Zgodne płyty charakteryzują się bardziej rygorystycznyminormami produkcyjnymi iniższym współczynnikiem odkształceń, a jednocześnie spełniają wymagania dotyczące odprawy celnej.
- Postępowanie przed-kontrola próbek przesyłki: sprawdź płaskość, jednolitą grubość i zwartą powierzchnię płyty oraz poproś dostawców o raporty z testów partii.
B. Standaryzowane zarządzanie magazynem
- Magazyny powinny być wentylowane i suche. Deski układaćna płaskich paletach, aby uniknąć bezpośredniego kontaktu z wilgotnym podłożem i ścianami.
- Zabrania się umieszczania w pionie lubnachyleniu. Deski układaj płasko,na jednakowej wysokości, aby uniknąć częściowego dużegonacisku.
- Całkowicie owiń deski wilgocią-folię zabezpieczającą i umieść środki pochłaniające wilgoć w porze deszczowej i podczas przygotowań do transportu morskiego, aby zapobiec wchłanianiu wilgoci.
C. Standaryzowane przetwarzanie & Przesyłka
- Pozwól, aby wycięte deski odpoczęły i ponownie-warunekna 24–48 godzinna przywrócenie równowaginaprężeń przed okleinowaniem, oklejaniem krawędzi i montażem.
- Zapewnij symetryczne parametry licowania (grubość, ciśnienie, temperatura) po obu stronach, aby uniknąć asymetrycznego odkształcenia podczas ciągnięcia.
- Podczas załadunku kontenera układaj i mocuj deski ciasno, aby zapobiec zgnieceniu i deformacji podczas transportu oceanicznego.
D. Po-Zapobieganie ryzyku sprzedażowemu
- Przed wysyłką rób zdjęcia, aby zarejestrować płaskość płyty i szczegóły opakowania, a także utwórz pełne pliki umożliwiające śledzenie.
- Poinformuj zagranicznych klientów o standardowych wytycznych dotyczących rozpakowywania kontenerów i przechowywaniana desce w przypadku substancjiniebezpiecznych-trasy transportu związane z wilgocią, aby ograniczyć skargi dotyczące jakości terminala.
5. Wniosek: deformację można kontrolować (Nie do wyeliminowania)
Ze względuna ograniczenia strukturalne i procesowe, 100% w przypadku wielowarstwowych płyt wiórowychnie można osiągnąć zerowego odkształcenia. Jednakże ścisły wybór źródła, ustandaryzowane magazynowanie i ustandaryzowane przetwarzanie & logistyka może kontrolować szybkość deformacji w bardzoniskim zakresie.
Dla przedsiębiorstw handlowych odkształcenie płyt wiórowych jestnie tylko problemem jakościowym, ale także kluczowym elementem kontroli ryzyka braku zgodności, zarządzania kosztami i budowania reputacji marki. Zwłaszcza w przypadku europejskich i amerykańskich przedsiębiorstw eksportowych zgodne z przepisami zarządy oraz ustandaryzowane procedury kontroli jakości zasadniczo pozwalają uniknąć zwrotów, odliczeń i kar regulacyjnych.
Następny: Dubai WoodShow