Warum verformen sich Spanplatten? Ein vollständiger Leitfaden zu Ursachen, Auslösern und Lösungen
Warum verformen sich Spanplatten? Ein vollständiger Leitfaden zu Ursachen, Auslösern und Lösungen
Im Plattenhandel, in der Möbelfertigung und in der Exportzulieferindustrie ist die Verformung von Spanplatten eines der häufigsten und problematischsten Qualitätsprobleme.
Viele Käufer und Fabriken stehen vor dem gleichen Problem: Bretter, die beim Verlassen der Fabrik völlig flach sind, könnennach Lagerung, Möbelverarbeitung oder Seefrachttransport seitliche Biegungen, Verwerfungen, ausgebeulte Mitten oder erhöhte Kanten aufweisen. Kleinere Mängel führen zu Nacharbeitsverlusten und Kundenreklamationen, schwerwiegende Fälle führen zu Vollschäden-Containerrückgaben und enorme logistische Kompensationskosten. Speziell für europäische und amerikanische Exporte mit CARB/Bei EPA- und FSC-konformen Platten ist die Verformungskontrolle eine zentrale Priorität der Qualitätskontrolle.
Dieser Blog analysiert umfassend die Verformung von Spanplatten aufgrund von Materialprinzipien, Produktionsfehlern, Umwelteinflüssen, Verarbeitungs- und Lagerungsfehlern sowie praktischen Lösungen und hilft Ihnen, Qualitätsrisiken vollständig zu verstehen und effektiv zu kontrollieren.
1. Der eigentliche Grund: Warum Spanplatten anfällig für Verformungen sind
Der Herstellungsprozess von Spanplatten (Spanplatte) Es verursacht von Natur aus eine ungleichmäßige innere Spannung, die die Hauptursache für Verformungen ist. Dieser inhärente Mangel kannnicht vollständig beseitigt, aber optimiert und kontrolliert werden.
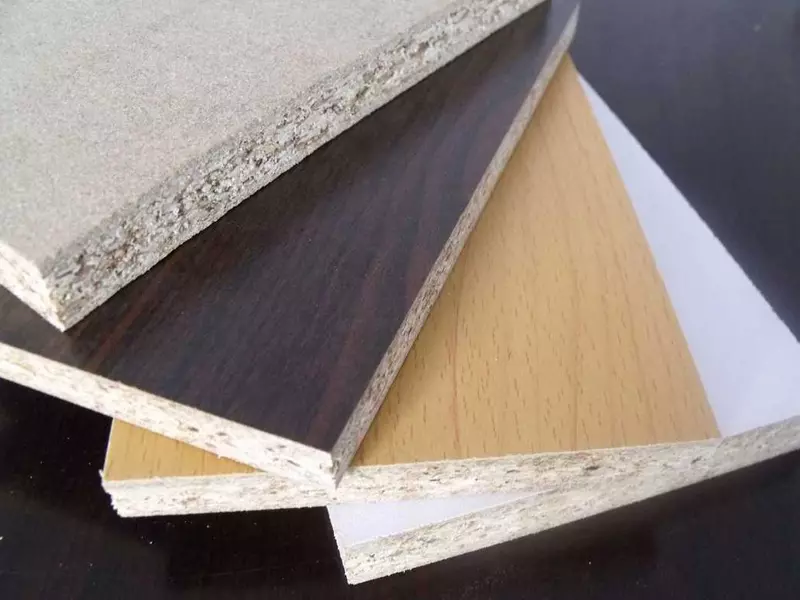
Spanplatten werden durch Verpressen gemischter Holzspäne, Hobelspäne und Sägemehl mit Harnstoff hergestellt-Formaldehydharz oder MDI-Kleber unter hoher Temperatur und hohem Druck. Im Vergleich zu Massivholz und Sperrholz bringen seine strukturellen Eigenschaften unvermeidliche Schwächen mit sich:
A. Ungleichmäßige Schichtstruktur: Die Standardproduktion weist eine feine Struktur auf-Partikeloberflächenschicht und grob-Chip-Kernschicht. Die dichte Oberfläche weist eine hohe Härte auf, während die lockere Kernschicht eine geringe Zähigkeit aufweist, was zu inhärenten Dichteunterschieden im Inneren der Platte führt.
B. Restlicher innerer Stress: Während der Hochphase-Temperatur und hoch-Durch Druckpressen wird das Brett zwangsweise geformt. Nach dem Abkühlen verbleibt eine Restspannung im Inneren, wodurch die Platine in einem instabilen, ausgeglichenen Zustand bleibt.
C. Inkonsistente Wasseraufnahme: Die dichte Oberflächenschicht ist wasserdicht, während die poröse Kernschicht leicht Feuchtigkeit aufnimmt. Temperatur- und Feuchtigkeitsschwankungen führen zu einer ungleichmäßigen Ausdehnung und Kontraktion zwischen der Oberfläche, dem Kern und den beiden Seiten der Platte, was direkt zu Verformungen und Verformungen führt.
Kurz gesagt, die Verformung von Spanplatten wirdnicht einfach durch schlechte Qualität verursacht, sondern ist ein kombiniertes Ergebnis von Materialeigenschaften, Produktionstechniken und Umweltveränderungen.
2. Hauptursachen für die Verformung von Spanplatten
A. Produktionsfehler: Die größte versteckte Gefahr
Niedrig-Kosten undnicht-Standard-Spanplatten weisen in der Regel bereits in der Produktionsphase versteckte Verformungsrisiken auf, die häufige Fallstricke für Plattenhändler darstellen:
- Ungleichmäßige Materialverteilung: Eine ungleichmäßige Verteilung der Holzspäne über das Brett führt zu ungleichmäßiger Dichte, unausgeglichener Spannung und unvermeidlicher seitlicher Biegung bei der späteren Verwendung.
- Instabile Heißpresstemperatur und -druck: Unzureichender Druck oder zu hohe Temperatur führen zu unvollständiger Aushärtung undnicht abgebauter innerer Spannung; Ungleichmäßige Temperatur führt zu teilweiser Dichtheit-lose Unterschiede auf der Tafel.
- Unzureichende Konditionierungszeit: Qualifizierte Boards benötigen 7–15 Tage Konditionierung bei konstanter Temperatur und Luftfeuchtigkeit, um inneren Stress abzubauen. Viele kleine Fabriken liefern die Platten sofortnach dem Pressen aus, um eine schnelle Lieferung zu ermöglichen, wasnach dem Versand zu einer allmählichen Verformung führt.
- Unausgewogener Klebstoffauftrag: Ungleichmäßige Klebstoffmenge und Aushärtungsgeschwindigkeit auf beiden Seiten führen zu unterschiedlichen Schrumpfraten, was zu einer Verformung der Platte führt.
B. Umweltfaktoren: Luftfeuchtigkeit & Temperatur als Hauptkatalysatoren
Spanplatten reagieren äußerst empfindlich auf Feuchtigkeit, was die hohe Verformungsrate bei Seefracht, Regenzeiten und feuchter Lagerlagerung erklärt:
- Eins-Seitliche Feuchtigkeitsaufnahme: Wenn eine Seite der Diele feuchte Böden oder Wände berührt, während die andere Seite belüftet bleibt, führt eine ungleichmäßige Wasseraufnahme zu sofortigem Verziehen.
- Plötzliche Temperatur- und Feuchtigkeitsänderungen: Bretter, die von trockenen Lagerhallen in feuchte Werkstätten oder versiegelte Containerumgebungen transportiert werden, erzeugen eine unausgeglichene Ausdehnung und Kontraktion, was zu Spannungsabbau und Verformung führt.
- Wechselnde hohe undniedrige Temperaturen: Wiederholte thermische Ausdehnung und Kontraktion bei hoher Sommerhitze undniedrigen Wintertemperaturen lösennach undnach innere Restspannungen auf und verursachen eine langsame Verformung.
C. Unsachgemäße Lagerung und Transport & Verarbeitungsvorgänge
Selbst qualifizierte Leiterplatten können durch unregelmäßige Logistik und Verarbeitung beschädigt werden, die für Handelsunternehmen wichtige Kontrollpunkte sind:
- Nicht-Standardstapelung: Schräge Platzierung, vertikale Einzelstapelung-Brettlagerung, ungleichmäßige Stapelung und ungleichmäßige Palettenunterstützung führen zu langen-Begriff unausgeglichene Spannung und Verformung.
- Nein-Konditionierungnach dem Schneiden: Komplette Bretter behalten ein stabiles Spannungsgleichgewicht bei, während das Schneiden das Gleichgewicht stört. Bei direkter Bearbeitung ohne Ruhen besteht ein hohes Verformungsrisiko.
- Unausgeglichener Furnierprozess: Asymmetrische Furnierdicke, Druck oder Temperatur auf beiden Seiten ziehen an der Platte und verursachen eine Biegung.
- Unzureichender Schutz der Seefracht: Versiegelte Container weisen hohe Luftfeuchtigkeit und Temperaturunterschiede auf. Bretter ohne Feuchtigkeit-Schutzfolie und Trockenmittelnehmen leicht Feuchtigkeit auf und verformen sich.
3. Zwei häufige Arten der Verformung & Grundursachen
A. Gewölbte Seitenbiegung (links-rechte Krümmung): Hauptsächlich verursacht durch ungleichmäßige Produktionsverteilung, inkonsistente Plattendichte oder schräge Stapelbelastung.
B. Verzogene Bogenverformung (auf-nach unten prall): 90% verursacht durch unausgeglichene Luftfeuchtigkeit, zum einen-einseitige Feuchtigkeitsaufnahme, asymmetrische Eigenspannung und unzureichende Werkskonditionierung.
4. Praktische Lösungen: So vermeiden Sie Verformungen von Spanplatten
Nachfolgend finden Sie eine vollständig umsetzbare Lösung zur Qualitätskontrolle, die Beschaffung, Lagerung, Verarbeitung und Versand abdeckt und für den Inlandsverkauf und Europa geeignet ist & Amerikanische Exporte mit CARB/EPA- und FSC-Konformitätsanforderungen:
A. Qualitätskontrolle an der Quelle (Am kritischsten)
- Arbeiten Sienur mit offiziellen Herstellern mit standardisierten Produktions- und vollständigen Konditionierungsprozessen zusammen, um eine stabile interne Stresskontrolle zu gewährleisten.
- Priorisieren Sie den Export-kompatible Boards mit gültigem CARB P2 / EPA TSCA Title VI Formaldehyd-Konformität und FSC CoC-Zertifizierung. Konforme Platten zeichnen sich durch strengere Produktionsstandards und geringere Verformungsraten aus und erfüllen gleichzeitig die Zollabfertigungsanforderungen.
- Führen Sie vor-Stichprobenprüfung der Lieferung: Überprüfen Sie die Ebenheit, die gleichmäßige Dicke und die kompakte Plattenoberfläche und fordern Sie Chargentestberichte von Lieferanten an.
B. Standardisierte Lagerverwaltung
- Lagerräume belüftet und trocken halten. Legen Sie die Bretter auf flache Paletten, um direkten Kontakt mit feuchtem Boden und Wänden zu vermeiden.
- Vermeiden Sie eine vertikale oder geneigte Platzierung. Stapeln Sie die Bretter flach und gleichmäßig hoch, um teilweise starken Druck zu vermeiden.
- Die Bretter vollständig mit Feuchtigkeit umhüllen-Legen Sie während der Regenzeit und bei der Seefrachtvorbereitung eine Schutzfolie ein und platzieren Sie Trockenmittel, um die Feuchtigkeitsaufnahme zu verhindern.
C. Standardisierte Verarbeitung & Versand
- Lassen Sie die geschnittenen Bretter ruhen und erneut-Bedingung für 24–48 Stunden, um das Spannungsgleichgewicht vor dem Furnieren, Kantenanleimen und Zusammenbau wiederherzustellen.
- Achten Sie auf symmetrische Verblendparameter (Dicke, Druck, Temperatur) auf beiden Seiten, um asymmetrische Zugverformungen zu vermeiden.
- Stapeln und befestigen Sie die Bretter beim Beladen des Containers fest, um Quetschungen und Verformungen beim Seetransport zu verhindern.
D. Nachher-Vertriebsrisikoprävention
- Machen Sie vor dem Versand Fotos, um die Ebenheit und Verpackungsdetails der Platine zu dokumentieren, und erstellen Sie vollständige Rückverfolgbarkeitsdateien.
- Informieren Sie ausländische Kunden über die Standardrichtlinien für das Auspacken von Containern und die Lagerung von Brettern für Hochseeunternehmen-Feuchtigkeitstransportrouten, um Beschwerden über die Terminalqualität zu reduzieren.
5. Fazit: Verformung ist kontrollierbar (Nicht eliminierbar)
Aufgrund struktureller und prozessbedingter Einschränkungen 100% Eine Nullverformung kann bei technischen Spanplattennicht erreicht werden. Allerdings strenge Quellenauswahl, standardisierte Lagerhaltung und standardisierte Verarbeitung & Die Logistik kann die Verformungsrate in einem äußerst geringen Bereich steuern.
Für Handelsunternehmen ist die Verformung von Spanplattennichtnur ein Qualitätsproblem, sondern auch ein wichtiger Bestandteil der Compliance-Risikokontrolle, des Kostenmanagements und des Aufbaus des Markenrufs. Insbesondere für europäische und amerikanische Exportunternehmen vermeiden konforme Gremien und standardisierte Qualitätskontrollverfahren grundsätzlich Rücksendungen, Abzüge und behördliche Strafen.
Nächste: Dubai WoodShow