なぜパーティクルボードは変形するのでしょうか?原因、トリガー、解決策に関する完全ガイド
なぜパーティクルボードは変形するのでしょうか?原因、トリガー、解決策に関する完全ガイド
パネル取引、家具のカスタマイズ、輸出供給業界では、パーティクルボードの変形は最も一般的で厄介な品質問題の 1 つです。
多くの購入者や工場が同じ問題に直面しています。工場出荷時には完全に平らだったボードでも、保管、家具の加工、または海上輸送後に横に曲がり、反り、中心が膨らみ、エッジが盛り上がる場合があります。軽微な欠陥はやり直しの損失や顧客からの苦情につながりますが、重大な欠陥は完全な欠陥につながります。-コンテナの返品と巨額の物流補償コスト。特にCARBを使用したヨーロッパとアメリカの輸出向け/EPA および FSC 準拠のパネルでは、変形制御が品質管理の最優先事項です。
このブログでは、材料原理からパーティクルボードの変形、製造上の欠陥、環境の影響、加工と保管のエラー、および実際的な解決策を包括的に分析し、品質リスクを完全に理解し、効果的に管理するのに役立ちます。
1. 固有の理由: パーティクルボードが変形しやすい理由
パーティクルボードの製造工程 (ボール紙) 本質的に不均一な内部応力を引き起こし、これが変形の根本的な原因となります。この固有の欠陥を完全に排除することはできませんが、最適化して制御することは可能です。
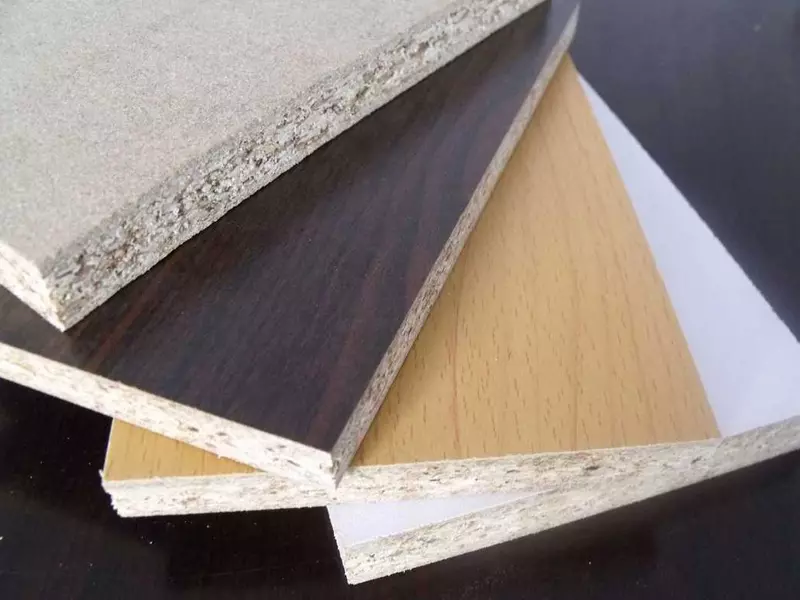
パーティクルボードは、木チップ、削りくず、おがくずを混合し、尿素を加えて圧縮して製造されます。-高温高圧下のホルムアルデヒド樹脂またはMDI接着剤。無垢材や合板と比較すると、その構造上の特性により次のような避けられない弱点が生じます。
A. 不均一な層構造:標準生産では微細な層構造を採用しています。-粒子表層と粗大-チップコア層。緻密な表面は高い硬度を特徴としますが、ルーズなコア層は靭性が低く、基板内部に固有の密度差が形成されます。
B. 残留内部応力: 高時-気温と高さ-圧力プレスにより基板を強制的に成形します。冷却後も内部には残留応力が残り、基板は不安定なバランス状態に保たれます。
C. 一貫性のない吸水率: 緻密な表面層は防水性を備えていますが、多孔質の中心層は湿気を吸収しやすくなります。温度や湿度の変化により、基板の表面、芯材、両面の伸縮が不均一となり、反りや変形の原因となります。
つまり、パーティクルボードの変形は、単に品質の低下によって引き起こされるのではなく、材料の特性、生産技術、環境の変化が組み合わさった結果発生します。
2. パーティクルボードの変形の主な原因
A. 製造上の欠陥: 最大の隠れた危険
低い-コストと非-標準的なパーティクルボードには通常、製造段階から隠れた変形リスクがあり、これはパネル業者にとってよくある落とし穴です。
- 材料の広がりが不均一: 木材チップが板全体に不均一に分布すると、密度が不均一になり、応力が不均衡になり、後の使用時に避けられない側面の曲がりが発生します。
- ホットプレスの温度と圧力が不安定: 圧力が不十分または温度が高すぎると、硬化が不完全になり、内部応力が緩和されなくなります。温度が不均一になると部分的にきつくなります-ボード上の緩い違い。
- コンディショニング時間が不十分: 認定されたボードには 7 時間が必要です–内部ストレスを解放するために15日間の一定の温度と湿度の調整。多くの小規模工場では、短納期を実現するためにプレス直後に基板を納品するため、出荷後に徐々に変形してしまいます。
- 接着剤塗布の偏り:両面の接着剤量や硬化速度が一定ではないため、収縮率が異なり、基板の反りが発生します。
B. 環境要因: 湿度 & 主要な触媒としての温度
パーティクル ボードは湿気に非常に敏感なので、海上輸送、雨季、湿気の多い倉庫での保管中に変形率が高くなるのはこのためです。
- 1 つ-片面の吸湿性: ボードの片面が湿った床や壁に接触し、もう一方の面が換気されたままになると、不均一な吸水がすぐに反りを引き起こします。
- 急激な温度と湿度の変化: 乾燥した倉庫から湿気の多い作業場または密閉されたコンテナ環境に移送された基板は、不均衡な膨張と収縮を引き起こし、応力の解放と変形を引き起こします。
- 高温と低温の交互:夏の高温と冬の低温下で熱膨張と収縮を繰り返すことにより、残留内部応力が徐々に解放され、ゆっくりと変形します。
C. 不適切な保管、輸送 & 処理操作
たとえ適格な取締役会であっても、商社にとって重要な管理ポイントである不規則な物流や加工によって損傷を受ける可能性があります。
- 非-標準スタッキング:傾斜配置、垂直シングル-ボードの保管、不均一な積み重ね、不均一なパレットサポートにより、長寿命化につながります。-アンバランスな応力と変形という用語。
- いいえ-切断後のコンディショニング: 完成したボードは安定した応力バランスを維持しますが、切断するとバランスが崩れます。休ませずに直接加工すると、変形の危険性が高くなります。
- アンバランスなベニア加工プロセス: 両面のベニアの厚さ、圧力、温度が非対称であるため、ボードが引っ張られ、曲がりが発生します。
- 海上貨物の保護が不十分: 密閉コンテナは湿度と温度差が高いという特徴があります。湿気のないボード-防水フィルムや乾燥剤は湿気を吸収しやすく変形します。
3. 2 つの一般的な変形タイプ & 根本原因
A. アーチ状の側面曲げ (左-右曲率): 主に、不均一な生産展開、不均一な基板密度、または傾斜した積層応力が原因で発生します。
B. 弓の反り変形 (上へ-下に膨らむ):90% 湿度のアンバランスが原因で、-側面の吸湿、非対称な内部応力、工場での不十分な調整。
4. 実践的な解決策: パーティクルボードの変形を回避する方法
以下は、国内販売とヨーロッパに適した、調達、倉庫保管、加工、出荷をカバーする完全に実装可能な品質管理ソリューションです。 & CARBによるアメリカの輸出/EPA および FSC のコンプライアンス要件:
A. ソースの品質管理 (最も重要な)
- 安定した内部応力制御を確保するために、標準化された生産と完全なコンディショニングプロセスを備えた正式なメーカーとのみ協力します。
- 輸出を優先する-有効な CARB P2 を備えた準拠ボード / EPA TSCA Title VI ホルムアルデヒド準拠および FSC CoC 認証。準拠したボードは、通関要件を満たしながら、より厳格な製造基準と低い変形率を備えています。
- 事前に実施-出荷抜き取り検査:平坦度、均一な厚さ、緻密な基板表面をチェックし、サプライヤーにバッチテストレポートを要求します。
B. 標準化された倉庫管理
- 倉庫を換気し、乾燥した状態に保ちます。湿った地面や壁に直接触れないよう、ボードを平らなパレットに置きます。
- 縦置きや斜め置きは禁止します。部分的に強い圧力がかかるのを避けるため、ボードを均一の高さで平らに積み重ねます。
- ボードを湿気で完全に包みます-雨季や海上輸送の準備中は、湿気の吸収を防ぐために防水フィルムを貼り、乾燥剤を置きます。
C. 標準化された処理 & 出荷
- 切断したボードを休ませて再加工します。-24の条件–ベニヤ張り、エッジバンディング、組み立ての前に応力バランスを復元するのに 48 時間かかります。
- 対称ベニアリングパラメータを確保する (厚さ、圧力、温度) 非対称な引っ張り変形を避けるために両側にあります。
- 海上輸送時の圧迫や変形を防ぐため、コンテナ積み込みの際はボードをしっかりと積み重ねて固定してください。
D. 後-販売リスクの予防
- 出荷前に写真を撮って基板の平坦度や梱包の詳細を記録し、完全なトレーサビリティ ファイルを確立します。
- 海外の顧客に、標準的なコンテナの開梱と高品質の基板保管ガイドラインを知らせます。-湿気の多い輸送ルートでターミナルの品質に関する苦情を軽減します。
5. 結論: 変形は制御可能です (削除不可)
構造上およびプロセス上の制限により、100% 加工パーティクルボードでは変形をゼロにすることはできません。ただし、厳密な供給源の選択、標準化された倉庫保管、および標準化された処理 & ロジスティクスにより、変形率を極めて低い範囲で制御できます。
商社にとって、パーティクルボードの変形は品質問題であるだけでなく、コンプライアンスリスク管理、コスト管理、ブランド評判構築の重要な部分でもあります。特にヨーロッパとアメリカの輸出ビジネスの場合、準拠した委員会と標準化された品質管理手順により、返品、控除、規制上の罰則が根本的に回避されます。
次: ドバイ ウッドショー