Miksi lastulevy muotoutuu? Täydellinen opas syihin, laukaisimiin ja ratkaisuihin
Miksi lastulevy muotoutuu? Täydellinen opas syihin, laukaisimiin ja ratkaisuihin
Levykaupan, huonekalujen räätälöinnin ja vientitoimialoilla lastulevyn muodonmuutos on yksi yleisimmistä ja vaikeimmista laatuongelmista.
Monet ostajat ja tehtaat kohtaavat saman ongelman: tehtaalta täysin litteät laudat voivat vääntyä sivuille, vääntyä, pullistua keskipisteitä tai kohota reunoja varastoinnin, huonekalujen käsittelyn tai merirahtikuljetuksen jälkeen. Pienet viat johtavat uusintamenetyksiin ja asiakasreklamaatioihin, kun taas vakavat tapaukset täyttävät-konttien palautukset ja valtavat logistiset korvauskustannukset. Erityisesti Euroopan ja Amerikan vientiin CARB:lla/EPA- ja FSC-yhteensopivat paneelit, muodonmuutosten hallinta on keskeinen laadunvalvonnan prioriteetti.
Tässä blogissa analysoidaan kattavasti lastulevyn muodonmuutoksia materiaaliperiaatteista, tuotantovirheistä, ympäristövaikutuksista, käsittely- ja varastointivirheistä sekä käytännön ratkaisuista, mikä auttaa sinua ymmärtämään ja hallitsemaan laaturiskejä tehokkaasti.
1. Luontainen syy: miksi lastulevy on altis muodonmuutokselle
Lastulevyn valmistusprosessi (lastulevy) aiheuttaa luonnostaan epätasaista sisäistä jännitystä, joka on muodonmuutosten perussyy. Tätä luontaista vikaa ei voida täysin poistaa, mutta se voidaan optimoida ja hallita.
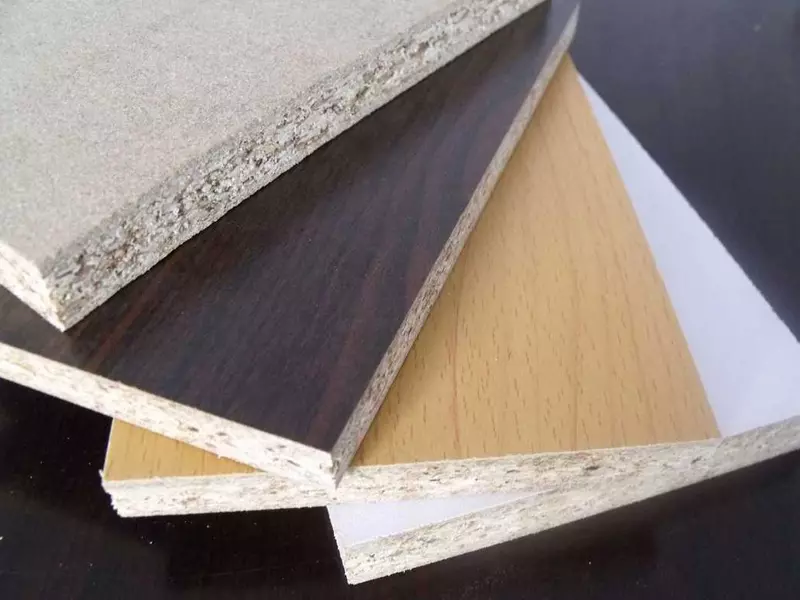
Lastulevyä valmistetaan puristamalla sekahaketta, lastuja ja sahanpurua urealla-formaldehydihartsi tai MDI-liima korkeassa lämpötilassa ja korkeassa paineessa. Massiivipuuhun ja vaneriin verrattuna sen rakenteelliset ominaisuudet tuovat väistämättömiä heikkouksia:
A. Epätasainen kerrosrakenne: Normaalituotannossa käytetään hienoa-hiukkasten pintakerros ja karkea-sirun ydinkerros. Tiheällä pinnalla on korkea kovuus, kun taas löysällä ydinkerroksella on heikko sitkeys, mikä muodostaa luontaisia tiheyseroja levyn sisään.
B. Sisäinen jäännösjännitys: Korkean aikana-lämpötila ja korkea-painepuristamalla lautaa muotoillaan väkisin. Jäähdytyksen jälkeen jää sisälle jäännösjännitys, joka pitää levyn epävakaassa tasapainotilassa.
C. Epätasainen veden imeytyminen: Tiheä pintakerros on vedenpitävä, kun taas huokoinen ydinkerros imee helposti kosteutta. Lämpötilan ja kosteuden muutokset aiheuttavat epäjohdonmukaista laajenemista ja supistumista levyn pinnan, ytimen ja kahden puolen välillä, mikä johtaa suoraan vääntymiseen ja muodonmuutokseen.
Lyhyesti sanottuna lastulevyn muodonmuutos ei johdu pelkästään huonosta laadusta, vaan materiaalien ominaisuuksien, tuotantotekniikoiden ja ympäristömuutosten yhteisvaikutuksesta.
2. Lastulevyn muodonmuutoksen tärkeimmät syyt
A. Tuotantovirheet: suurin piilotettu vaara
Matala-kustannus ja ei-Tavallisissa lastulevyissä on yleensä piilotettu muodonmuutosriski jo tuotantovaiheessa, mikä on yleisiä sudenkuoppia levykauppiaille:
- Materiaalin epätasainen leviäminen: Puuhakkeen epätasainen jakautuminen levylle aiheuttaa epäyhtenäisen tiheyden, epätasapainoisen jännityksen ja väistämättömän sivutaipumisen myöhemmässä käytössä.
- Epävakaa kuumapuristuslämpötila ja paine: Riittämätön paine tai liiallinen lämpötila johtaa epätäydelliseen kovettumiseen ja lievittämättömään sisäiseen jännitykseen; epätasainen lämpötila aiheuttaa osittaisen tiiviyden-löysät erot laudalla.
- Riittämätön käsittelyaika: Hyväksytyt laudat vaativat 7–15 päivää tasaisen lämpötilan ja kosteuden säätöä sisäisen stressin poistamiseksi. Monet pienet tehtaat toimittavat levyt heti puristuksen jälkeennopeaa toimitusta varten, mikä johtaa asteittaiseen muodonmuutokseen toimituksen jälkeen.
- Epätasapainoinen liiman levitys: Epätasainen liiman määrä ja kovettumisnopeus molemmilla puolilla aiheuttavat erilaisia kutistumisasteita, mikä johtaa levyn vääntymiseen.
B. Ympäristötekijät: Kosteus & Lämpötila tärkeimpinä katalyytteinä
Lastulevyt ovat erittäin herkkiä kosteudelle, mikä selittää suuren muodonmuutosnopeuden merirahdin, sadekauden ja kostean varastotilan aikana:
- Yksi-sivullinen kosteuden imeytyminen: Kun laudan toinen puoli koskettaa kosteita lattioita tai seiniä ja toinen puoli pysyy tuuletettuna, epätasainen veden imeytyminen aiheuttaa välitöntä vääntymistä.
- Äkilliset lämpötilan ja kosteuden muutokset: Kuivista varastoista kosteisiin työpajoihin tai suljettuihin konttiympäristöihin siirretyt levyt aiheuttavat epätasapainoista laajenemista ja supistumista, mikä laukaisee jännityksen irtoamisen ja muodonmuutoksen.
- Vuorottelevat korkeat ja matalat lämpötilat: Toistuva lämpölaajeneminen ja -kutistuminen kesän korkeassa kuumuudessa ja talven alhaisissa lämpötiloissa vapauttaa vähitellen jäännössisäistä jännitystä ja aiheuttaa hidasta muodonmuutosta.
C. Väärä säilytys, kuljetus & Käsittelytoiminnot
Myös pätevät levyt voivat vaurioitua epäsäännöllisen logistiikan ja prosessoinnin seurauksena, jotka ovat kauppayritysten keskeisiä valvontapisteitä:
- Ei-tavallinen pinoaminen: kalteva sijoitus, pystysuora yksittäinen-levyjen varastointi, epätasainen pinoaminen ja epätasainen kuormalavojen tuki johtavat pitkään-epätasapainoinen jännitys ja muodonmuutos.
- Ei re-käsittely leikkauksen jälkeen: Täydelliset laudat säilyttävät vakaan jännitystasapainon, kun taas leikkaus rikkoo tasapainon. Suora käsittely ilman lepoa aiheuttaa suuren muodonmuutosriskin.
- Epäsymmetrinen viiluprosessi: Epäsymmetrinen viilun paksuus, paine tai lämpötila molemmilla puolilla vetää levyä ja aiheuttaa taipumista.
- Riittämätön merirahdin suojaus: Suljetuissa konteissa on suuret kosteus- ja lämpötilaerot. Levyt ilman kosteutta-kestävä kalvo ja kuivausaineet imevät helposti kosteutta ja muotoutuvat.
3. Kaksi yleistä muodonmuutostyyppiä & Perimmäiset syyt
A. Kaareva sivutaivutus (vasemmalle-oikea kaarevuus): Syynä on pääasiassa tuotannon epätasainen leviäminen, epätasainen levytiheys tai vino pinoamisjännitys.
B. Vääntynyt keulan muodonmuutos (ylös-alas pullollaan): 90% johtuu epätasapainoisesta kosteudesta, yksi-sivullinen kosteuden imeytyminen, epäsymmetrinen sisäinen jännitys ja riittämätön tehdaskäsittely.
4. Käytännön ratkaisuja: Kuinka välttää lastulevyn muodonmuutos
Alla on täysin toteutettavissa oleva laadunvalvontaratkaisu, joka kattaa hankinnan, varastoinnin, jalostuksen ja kuljetuksen, soveltuu kotimaan myyntiin ja Euroopan & Amerikan vienti CARB:lla/EPA- ja FSC-yhteensopivuusvaatimukset:
A. Lähteen laadunvalvonta (Kriittisin)
- Tee yhteistyötä vain muodollisten valmistajien kanssa, joilla on standardoitu tuotanto ja täydelliset ilmastointiprosessit vakaan sisäisen stressinhallinnan varmistamiseksi.
- Priorisoi vienti-yhteensopivia kortteja, joissa on voimassa oleva CARB P2 / EPA TSCA Title VI formaldehydivaatimustenmukaisuus ja FSC CoC -sertifikaatti. Vaatimustenmukaisilla levyillä on tiukemmat tuotantostandardit ja alhaisemmat muodonmuutosasteet samalla, kunne täyttävät tulliselvitysvaatimukset.
- Suorita esi-lähetyksennäytteenottotarkastus: tarkista tasaisuus, tasainen paksuus ja kompakti levyn pinta ja pyydä toimittajilta erätestiraportteja.
B. Standardoitu varastonhallinta
- Pidä varastot tuuletettuina ja kuivina. Aseta levyt tasaisille lavoille välttääksesi suoran kosketuksen kosteaan maahan ja seiniin.
- Estä pystysuora tai kalteva sijoittaminen. Pinoa laudat tasaisesti tasaisesti korkeiksi osittaisen raskaan paineen välttämiseksi.
- Kääri levyt kokonaan kosteudella-suojaa kalvoa ja aseta kuivausaineita sadekausien ja merirahtivalmistelujen aikana kosteuden imeytymisen estämiseksi.
C. Standardoitu käsittely & Lähetys
- Anna leikattujen lautojen levätä ja uudelleen-kunto 24–48 tuntia jännitystasapainon palauttamiseen ennen viilutusta, reunanauhaa ja kokoonpanoa.
- Varmista symmetriset viiluparametrit (paksuus, paine, lämpötila) molemmilla puolilla epäsymmetristen vetomuodonmuutosten välttämiseksi.
- Pinoa ja kiinnitä levyt tiukasti kontin lastauksen aikana välttääksesi puristumisen ja muodonmuutoksia merikuljetuksen aikana.
D. Jälkeen-myynti Riskien ehkäisy
- Ota valokuvia tallentaaksesi levyn tasaisuuden ja pakkaustiedot ennen lähetystä ja luo täydelliset jäljitettävyystiedostot.
- Ilmoita ulkomaisille asiakkaille tavallisista konttien purkamista ja kartongin säilytystä koskevista ohjeista korkealle-kosteuskuljetusreittejä terminaalien laatuvalitusten vähentämiseksi.
5. Johtopäätös: Muodonmuutos on hallittavissa (Ei poistettavissa)
Rakenteellisten ja prosessirajoitusten vuoksi 100% muodonmuutoksia ei voida saavuttaa suunnitelluilla lastulevyillä. Kuitenkin tiukka lähteen valinta, standardoitu varastointi ja standardoitu käsittely & logistiikka pystyy hallitsemaan muodonmuutosnopeutta erittäin alhaisella alueella.
Kaupankäyntiyrityksille lastulevyn muodonmuutos ei ole vain laatukysymys, vaan myös keskeinen osa vaatimustenmukaisuusriskien hallintaa, kustannusten hallintaa ja brändin maineen rakentamista. Erityisesti eurooppalaisissa ja amerikkalaisissa vientiyrityksissä vaatimustenmukaiset levyt ja standardoidut laadunvalvontamenettelyt välttävät pohjimmiltaan palautukset, vähennykset ja säännösten mukaiset rangaistukset.
Seuraavaksi: DuBai WoodShow