لماذا يتشوه لوح الجسيمات؟ دليل كامل للأسباب والمحفزات والحلول
لماذا يتشوه لوح الجسيمات؟ دليل كامل للأسباب والمحفزات والحلول
في تجارة الألواح، وتخصيص الأثاث، وصناعات توريد الصادرات، يعد تشوه ألواح الجسيمات أحد أكثر مشكلات الجودة شيوعًا وإزعاجًا.
يواجه العديد من المشترين والمصانع نفس المشكلة: فالألواح التي تكون مسطحة تمامًا عند مغادرة المصنع قد تتطور إلى انحناء جانبي أو تزييف أو انتفاخ أو حواف مرتفعة بعد التخزين أو معالجة الأثاث أو نقل الشحن البحري. تؤدي العيوب البسيطة إلى خسائر في إعادة العمل وشكاوى العملاء، بينما تؤدي الحالات الشديدة إلى حدوث خسائر كاملة-عودة الحاويات وتكاليف التعويضات اللوجستية الضخمة. وخاصة بالنسبة للصادرات الأوروبية والأمريكية مع CARB/اللوحات المتوافقة مع EPA وFSC، يعد التحكم في التشوه من أولويات مراقبة الجودة الأساسية.
تحلل هذه المدونة بشكل شامل تشوه الألواح الحبيبية من مبادئ المواد، وعيوب الإنتاج، والتأثيرات البيئية، وأخطاء المعالجة والتخزين، والحلول العملية، مما يساعدك على الفهم الكامل لمخاطر الجودة والتحكم فيها بشكل فعال.
1. السبب الكامن: لماذا تكون ألواح الجسيمات عرضة للتشوه
عملية تصنيع الألواح الحبيبية (اللوح) يسبب بطبيعته إجهادًا داخليًا غير متساوٍ، وهو السبب الأساسي للتشوه. لا يمكن القضاء على هذا الخلل المتأصل بشكل كامل ولكن يمكن تحسينه والتحكم فيه.
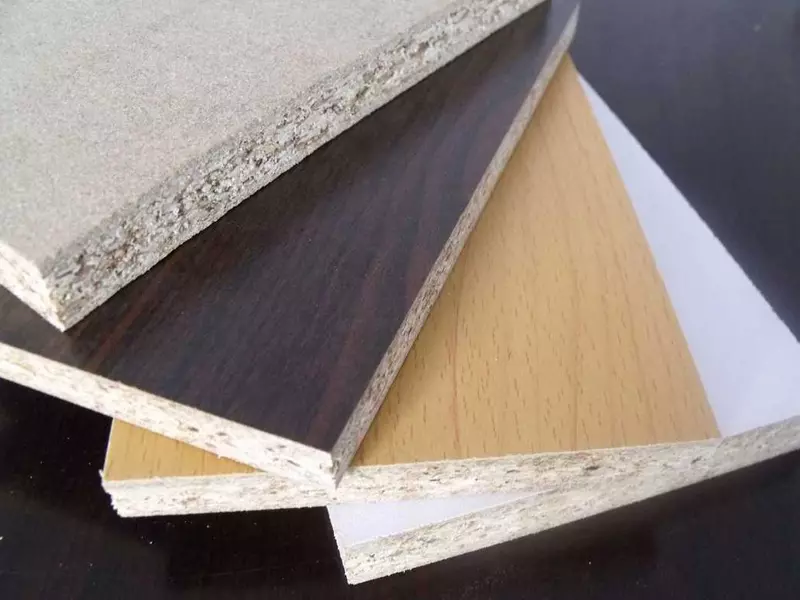
يتم تصنيع ألواح الجسيمات عن طريق ضغط رقائق الخشب المختلطة، والنشارة، ونشارة الخشب مع اليوريا-راتنج الفورمالديهايد أو لاصق MDI تحت درجة حرارة عالية وضغط مرتفع. بالمقارنة مع الخشب الصلب والخشب الرقائقي، فإن خصائصه الهيكلية تجلب نقاط ضعف لا مفر منها:
أ. هيكل الطبقات غير المستوي: الإنتاج القياسي يعتمد غرامة-طبقة سطح الجسيمات والخشنة-الطبقة الأساسية للرقاقة. يتميز السطح الكثيف بصلابة عالية، في حين أن الطبقة الأساسية السائبة لديها صلابة ضعيفة، مما يشكل اختلافات كثافة متأصلة داخل اللوحة.
ب. الإجهاد الداخلي المتبقي: أثناء الارتفاع-درجة الحرارة وارتفاع-الضغط على الضغط، يتم تشكيل اللوحة بالقوة. يبقى الضغط المتبقي بالداخل بعد التبريد، مما يبقي اللوحة في حالة متوازنة غير مستقرة.
ج. امتصاص الماء غير المتناسق: الطبقة السطحية الكثيفة مقاومة للماء، بينما تمتص الطبقة الأساسية المسامية الرطوبة بسهولة. تتسبب تغيرات درجة الحرارة والرطوبة في توسع وانكماش غير متناسق بين السطح والقلب وجانبي اللوحة، مما يؤدي بشكل مباشر إلى التزييف والتشوه.
باختصار، تشوه ألواح الجسيمات لا يحدث ببساطة بسبب الجودة الرديئة، بل نتيجة مشتركة لخصائص المواد، وتقنيات الإنتاج، والتغيرات البيئية.
2. الأسباب الأساسية لتشوه ألواح الجسيمات
أ. عيوب الإنتاج: أكبر خطر خفي
منخفض-التكلفة وغير-عادة ما تكون للألواح الحبيبية القياسية مخاطر تشوه مخفية من مرحلة الإنتاج، وهي مخاطر شائعة لتجار الألواح:
- الانتشار غير المتساوي للمواد: يؤدي التوزيع غير المتساوي لرقائق الخشب عبر اللوحة إلى كثافة غير متناسقة، وإجهاد غير متوازن، وانحناء جانبي لا مفر منه في الاستخدام اللاحق.
- درجة حرارة وضغط الضغط الساخن غير المستقر: يؤدي الضغط غير الكافي أو درجة الحرارة المفرطة إلى معالجة غير كاملة وضغط داخلي غير مرتاح؛ درجة الحرارة غير المتساوية تسبب ضيقًا جزئيًا-خلافات فضفاضة على متن الطائرة.
- وقت التكييف غير كافي: المجالس المؤهلة تتطلب 7–15 يومًا من تكييف درجة الحرارة والرطوبة الثابتة للتخلص من الضغط الداخلي. تقوم العديد من المصانع الصغيرة بتسليم الألواح مباشرة بعد الضغط من أجل التسليم السريع، مما يؤدي إلى تشوه تدريجي بعد الشحن.
- تطبيق لاصق غير متوازن: كمية المادة اللاصقة غير المتسقة وسرعة المعالجة على الجانبين تسبب معدلات انكماش مختلفة، مما يؤدي إلى اعوجاج اللوحة.
ب. العوامل البيئية: الرطوبة & درجة الحرارة كمحفزات رئيسية
تعتبر ألواح الجسيمات حساسة للغاية للرطوبة، وهو ما يفسر معدل التشوه المرتفع أثناء الشحن البحري، ومواسم الأمطار، وتخزين المستودعات الرطبة:
- واحد-امتصاص الرطوبة على الجانبين: عندما يلامس أحد جوانب اللوح الأرضيات أو الجدران الرطبة بينما يظل الجانب الآخر جيد التهوية، فإن امتصاص الماء غير المتساوي يسبب تشوهًا فوريًا.
- التغيرات المفاجئة في درجة الحرارة والرطوبة: تنتج الألواح المنقولة من المستودعات الجافة إلى ورش العمل الرطبة أو بيئات الحاويات المغلقة تمددًا وانكماشًا غير متوازنين، مما يؤدي إلى إطلاق الضغط والتشوه.
- تناوب درجات الحرارة العالية والمنخفضة: يؤدي التمدد والانكماش الحراري المتكرر تحت حرارة الصيف المرتفعة ودرجات الحرارة المنخفضة في الشتاء إلى إطلاق الضغط الداخلي المتبقي تدريجيًا ويسبب تشوهًا بطيئًا.
ج. التخزين والنقل غير السليم & عمليات المعالجة
حتى اللوحات المؤهلة يمكن أن تتضرر بسبب العمليات اللوجستية والمعالجة غير المنتظمة، والتي تعد نقاط تحكم رئيسية للشركات التجارية:
- غير-التراص القياسي: وضع مائل، مفرد عمودي-تخزين اللوحة، والتراص غير المتساوي، ودعم البليت غير المتساوي يؤدي إلى فترة طويلة-مصطلح الإجهاد والتشوه غير المتوازن.
- لا إعادة-التكييف بعد القطع: تحافظ الألواح الكاملة على توازن الضغط المستقر، بينما يكسر القطع التوازن. المعالجة المباشرة دون استراحة تسبب مخاطر تشوه عالية.
- عملية القشرة غير المتوازنة: سماكة القشرة أو الضغط أو درجة الحرارة غير المتماثلة على كلا الجانبين تسحب اللوحة وتسبب الانحناء.
- الحماية غير الكافية للشحن البحري: تتميز الحاويات المغلقة بارتفاع نسبة الرطوبة واختلاف درجات الحرارة. لوحات بدون رطوبة-فيلم مقاوم ومجففات تمتص الرطوبة وتشوه بسهولة.
3. نوعان شائعان من التشوه & الأسباب الجذرية
أ. الانحناء الجانبي المقوس (اليسار-الانحناء الصحيح): يرجع السبب الرئيسي في ذلك إلى انتشار الإنتاج غير المتساوي، أو كثافة اللوحة غير المتناسقة، أو إجهاد التراص المائل.
ب. تشوه القوس الملتوي (فوق-انتفاخ إلى أسفل): 90% الناجمة عن الرطوبة غير المتوازنة، واحد-امتصاص الرطوبة من الجانبين، والإجهاد الداخلي غير المتماثل، وعدم كفاية تكييف المصنع.
4. الحلول العملية: كيفية تجنب تشوه ألواح الجسيمات
فيما يلي حل لمراقبة الجودة قابل للتنفيذ بالكامل يغطي المشتريات والتخزين والمعالجة والشحن، وهو مناسب للمبيعات المحلية والأوروبية & الصادرات الأمريكية مع CARB/متطلبات الامتثال لوكالة حماية البيئة (EPA) ولجنة رعاية الغابات (FSC):
أ. مراقبة جودة المصدر (الأكثر أهمية)
- لا تتعاون إلا مع الشركات المصنعة الرسمية ذات الإنتاج الموحد وعمليات التكييف الكاملة لضمان التحكم المستقر في الضغط الداخلي.
- إعطاء الأولوية للتصدير-لوحات متوافقة مع CARB P2 صالحة / امتثال EPA TSCA للباب السادس للفورمالدهيد وشهادة FSC CoC. تتميز اللوحات المتوافقة بمعايير إنتاج أكثر صرامة ومعدلات تشوه أقل مع تلبية متطلبات التخليص الجمركي.
- إجراء ما قبل-فحص عينات الشحنة: التحقق من الاستواء والسمك الموحد وسطح اللوحة المضغوط وطلب تقارير اختبار الدفعات من الموردين.
ب. إدارة المستودعات الموحدة
- إبقاء المستودعات جيدة التهوية وجافة. ضع الألواح على منصات مسطحة لتجنب الاتصال المباشر بالأرضيات والجدران الرطبة.
- منع الوضع الرأسي أو المائل. ألواح التكديس مسطحة بارتفاع موحد لتجنب الضغط الثقيل الجزئي.
- تغليف الألواح بالكامل بالرطوبة-فيلم إثبات ووضع المجففات خلال مواسم الأمطار وإعداد الشحن البحري لمنع امتصاص الرطوبة.
ج. المعالجة الموحدة & شحنة
- اسمح لألواح التقطيع بالراحة وإعادة-الشرط ل 24–48 ساعة لاستعادة توازن الضغط قبل القشرة وربط الحواف والتجميع.
- ضمان المعلمات القشرة متناظرة (سمك والضغط ودرجة الحرارة) على كلا الجانبين لتجنب تشوه السحب غير المتماثل.
- قم بتكديس الألواح وتثبيتها بإحكام أثناء تحميل الحاويات لمنع الضغط والتشوه أثناء النقل البحري.
د. بعد-الوقاية من مخاطر المبيعات
- التقط صورًا لتسجيل استواء اللوحة وتفاصيل التغليف قبل الشحن، وإنشاء ملفات تتبع كاملة.
- قم بإبلاغ العملاء في الخارج بالإرشادات القياسية لتفريغ الحاويات وتخزين الألواح للأعلى-طرق شحن الرطوبة لتقليل شكاوى الجودة الطرفية.
5. الخلاصة: التشوه يمكن السيطرة عليه (غير قابلة للتخلص منها)
بسبب القيود الهيكلية والعملية، 100% لا يمكن تحقيق تشوه صفر للألواح الحبيبية الهندسية. ومع ذلك، يتم الاختيار الصارم للمصدر، والتخزين الموحد، والمعالجة الموحدة & يمكن للخدمات اللوجستية التحكم في معدل التشوه ضمن نطاق منخفض للغاية.
بالنسبة للمؤسسات التجارية، لا يعد تشوه ألواح الجسيمات مشكلة تتعلق بالجودة فحسب، بل يعد أيضًا جزءًا أساسيًا من التحكم في مخاطر الامتثال وإدارة التكاليف وبناء سمعة العلامة التجارية. خاصة بالنسبة لشركات التصدير الأوروبية والأمريكية، فإن المجالس المتوافقة بالإضافة إلى إجراءات مراقبة الجودة الموحدة تتجنب بشكل أساسي عمليات الإرجاع والخصومات والعقوبات التنظيمية.