Почему ДСП деформируется? Полное руководство по причинам, триггерам и решениям
Почему ДСП деформируется? Полное руководство по причинам, триггерам и решениям
В сфере торговли панелями, индивидуального изготовления мебели и экспортных поставок деформация ДСП является одной из наиболее распространенных и неприятных проблем с качеством.
Многие покупатели и фабрики сталкиваются с одной и той же проблемой: доски, которые выходят с завода идеально ровные, могут иметь боковые изгибы, коробления, выпуклости в центре или приподнятые края после хранения, обработки мебели или морской перевозки. Незначительные дефекты приводят к потерям на доработку и жалобам клиентов, а серьезные случаи приводят к полной-возврат контейнеров и огромные затраты на компенсацию логистики. Специально для европейского и американского экспорта с CARB/Панели, соответствующие требованиям EPA и FSC, контроль деформации является основным приоритетом контроля качества.
В этом блоге всесторонне анализируется деформация древесностружечных плит, вызванная принципами использования материалов, производственными дефектами, влиянием окружающей среды, ошибками обработки и хранения, а также практические решения, помогающие вам полностью понять и эффективно контролировать риски, связанные с качеством.
1. Неотъемлемая причина: почему древесностружечная плита склонна к деформации
Процесс изготовления ДСП (ДСП) по своей сути вызывает неравномерное внутреннее напряжение, которое является основной причиной деформации. Этот присущий дефект не может быть полностью устранен, но его можно оптимизировать и контролировать.
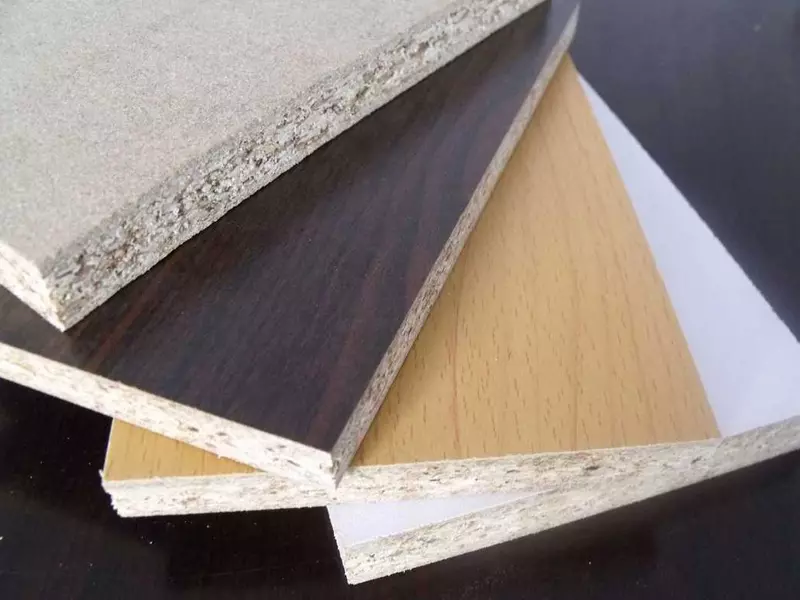
ДСП производят путем прессования смеси древесной щепы, стружки и опилок с мочевиной.-формальдегидная смола или клей MDI при высокой температуре и высоком давлении. По сравнению с массивной древесиной и фанерой ее структурные характеристики имеют неизбежные недостатки:
А. Неравномерная слоистая структура: в стандартном производстве применяется штраф.-поверхностный слой частиц и грубый-слой ядра чипа. Плотная поверхность имеет высокую твердость, в то время как рыхлый внутренний слой имеет низкую прочность, что приводит к образованию различий в плотности внутри плиты.
B. Остаточное внутреннее напряжение: при высокой-температура и высокая-прессование под давлением, доска принудительно формируется. Остаточные напряжения остаются внутри после охлаждения, удерживая плату в неустойчивом сбалансированном состоянии.
C. Неравномерное водопоглощение: плотный поверхностный слой является водонепроницаемым, а пористый внутренний слой легко впитывает влагу. Изменения температуры и влажности вызывают неравномерное расширение и сжатие поверхности, сердцевины и двух сторон плиты, что непосредственно приводит к короблению и деформации.
Короче говоря, деформация ДСП вызвана не просто плохим качеством, а совокупным результатом свойств материала, технологий производства и изменений окружающей среды.
2. Основные причины деформации ДСП.
А. Производственные дефекты: самая большая скрытая опасность
Низкий-стоимость и не-стандартные древесностружечные плиты обычно имеют скрытый риск деформации на этапе производства, что является распространенной ловушкой для торговцев плитами:
- Неравномерное распределение материала. Неравномерное распределение древесной щепы по доске приводит к нестабильной плотности, несбалансированному напряжению и неизбежным боковым изгибам при дальнейшем использовании.
- Нестабильная температура и давление горячего прессования: недостаточное давление или чрезмерная температура приводят к неполному отверждению и неразрешенному внутреннему напряжению; неравномерная температура вызывает частичную герметичность-свободные различия на доске.
- Недостаточное время кондиционирования: для квалифицированных досок требуется 7–15 дней постоянной температуры и влажности для снятия внутреннего стресса. Многие небольшие фабрики поставляют плиты сразу после прессования для быстрой доставки, что приводит к постепенной деформации после отгрузки.
- Несбалансированное нанесение клея: неодинаковое количество клея и скорость отверждения на обеих сторонах вызывают разную степень усадки, что приводит к короблению плиты.
Б. Факторы окружающей среды: влажность. & Температура как главный катализатор
ДСП чрезвычайно чувствительны к влажности, что объясняет высокую скорость деформации при морских перевозках, в сезон дождей и влажном складском хранении:
- Один-двустороннее поглощение влаги: когда одна сторона доски касается влажного пола или стен, а другая сторона остается вентилируемой, неравномерное поглощение воды приводит к немедленному короблению.
- Внезапные изменения температуры и влажности: доски, перемещаемые из сухих складов во влажные мастерские или в герметичные контейнеры, вызывают несбалансированное расширение и сжатие, вызывая снятие напряжений и деформацию.
- Чередование высоких и низких температур: повторяющееся тепловое расширение и сжатие при высокой жаре летом и низких температурах зимой постепенно снимает остаточное внутреннее напряжение и вызывает медленную деформацию.
C. Неправильное хранение, транспортировка. & Операции обработки
Даже квалифицированные доски могут быть повреждены из-за нерегулярной логистики и обработки, которые являются ключевыми контрольными точками для торговых компаний:
- Нет-стандартное штабелирование: наклонное размещение, вертикальное одинарное-хранение досок, неравномерная укладка и неравномерная поддержка поддонов приводят к длительному сроку службы.-термин несбалансированные напряжения и деформации.
- Нет ре-кондиционирование после резки: цельные доски сохраняют стабильный баланс напряжений, в то время как резка нарушает баланс. Непосредственная обработка без отдыха приводит к высокому риску деформации.
- Несбалансированный процесс облицовки: асимметричная толщина шпона, давление или температура с обеих сторон тянут доску и вызывают изгиб.
- Недостаточная защита морских грузов: в герметичных контейнерах высокая влажность и перепад температур. Доски без влаги-устойчивая пленка и влагопоглотители легко впитывают влагу и деформируются.
3. Два распространенных типа деформации & Коренные причины
А. Арочный боковой изгиб (ушел-правая кривизна): В основном вызвано неравномерным распределением продукции, неравномерной плотностью плит или наклонной укладкой.
B. Деформация искривленной дуги (вверх-выпученный вниз): 90% вызвано несбалансированной влажностью, одна-двустороннее поглощение влаги, асимметричное внутреннее напряжение и недостаточная заводская кондиция.
4. Практические решения: как избежать деформации ДСП
Ниже представлено полностью реализуемое решение по контролю качества, охватывающее закупки, складирование, обработку и отгрузку, подходящее для продаж на внутреннем рынке и в Европе. & Американский экспорт с CARB/Требования соответствия EPA и FSC:
А. Контроль качества источника (Самый критический)
- Сотрудничайте только с официальными производителями, имеющими стандартизированное производство и комплексные процессы кондиционирования, чтобы обеспечить стабильный контроль внутреннего стресса.
- Приоритет экспорта-совместимые платы с действительным CARB P2 / Соответствие EPA TSCA Разделу VI по формальдегиду и сертификация FSC CoC. Соответствующие требованиям плиты характеризуются более строгими производственными стандартами и более низкой степенью деформации, а также отвечают требованиям таможенного оформления.
- Провести предварительную-Выборочный контроль отгрузки: проверьте плоскостность, равномерную толщину и компактность поверхности плит, а также запросите у поставщиков отчеты об испытаниях партии.
Б. Стандартизированное управление складом
- Склады должны быть проветриваемыми и сухими. Размещайте доски на плоских поддонах во избежание прямого контакта с влажной землей и стенами.
- Запретите вертикальное или наклонное размещение. Укладывайте доски ровно и на одинаковой высоте, чтобы избежать частичного сильного давления.
- Полностью обернуть доски влагой-защитную пленку и размещайте осушители в сезон дождей и при подготовке морских перевозок, чтобы предотвратить поглощение влаги.
C. Стандартизированная обработка & Отгрузка
- Дайте обрезанным доскам отдохнуть и снова-состояние на 24–48 часов для восстановления баланса напряжений перед облицовкой, облицовкой кромки и сборкой.
- Обеспечить симметричные параметры облицовки (толщина, давление, температура) с обеих сторон, чтобы избежать асимметричной деформации при вытягивании.
- Плотно укладывайте и закрепляйте доски во время загрузки контейнера, чтобы предотвратить сдавливание и деформацию во время морской перевозки.
Д. После-Предотвращение рисков продаж
- Перед отправкой сделайте фотографии, чтобы зафиксировать плоскостность платы и детали упаковки, а также создайте файлы полного отслеживания.
- Информируйте зарубежных клиентов о стандартных правилах распаковки контейнеров и хранения картона для высоких-влажность на маршрутах доставки для уменьшения жалоб на качество терминала.
5. Заключение: деформацию можно контролировать. (Не устраняется)
Из-за структурных и технологических ограничений 100% нулевая деформация не может быть достигнута для древесностружечных плит. Однако строгий отбор источников, стандартизированное складирование и стандартизированная обработка. & логистика может контролировать скорость деформации в чрезвычайно низком диапазоне.
Для торговых предприятий деформация ДСП является не только проблемой качества, но и ключевой частью контроля рисков соответствия, управления затратами и построения репутации бренда. Соответствие стандартам и стандартизированные процедуры контроля качества, особенно для европейских и американских экспортных предприятий, позволяют избежать возвратов, вычетов и штрафных санкций.
Следующий: Дубай ВудШоу