Waarom vervormt spaanplaat? Een complete gids met oorzaken, triggers en oplossingen
Waarom vervormt spaanplaat? Een complete gids met oorzaken, triggers en oplossingen
In de paneelhandel, meubelaanpassing en exporttoeleveringsindustrieën is vervorming van spaanplaat een van de meest voorkomende en lastige kwaliteitsproblemen.
Veel kopers en fabrieken worden met hetzelfde probleem geconfronteerd: platen die perfect vlak zijn wanneer ze de fabriek verlaten, kunnenna opslag, meubelverwerking of zeevrachtvervoer zijwaarts buigen, kromtrekken, uitpuilende middens of opstaande randen ontwikkelen. Kleine defecten leiden tot herbewerkingsverliezen en klachten van klanten, terwijl ernstige gevallen volledig tot gevolg hebben-containerretouren en enorme logistieke compensatiekosten. Speciaal voor de Europese en Amerikaanse export met CARB/EPA- en FSC-conforme panelen, vervormingscontrole is een kernprioriteit voor kwaliteitscontrole.
Deze blog analyseert uitgebreid de vervorming van spaanplaat als gevolg van materiaalprincipes, productiefouten, omgevingsinvloeden, verwerkings- en opslagfouten en praktische oplossingen, zodat u de kwaliteitsrisico's volledig kunt begrijpen en effectief kunt beheersen.
1. De inherente reden: waarom spaanplaat gevoelig is voor vervorming
Het productieproces van spaanplaat (spaanplaat) veroorzaakt inherent ongelijkmatige interne spanning, wat de fundamentele oorzaak van vervorming is. Dit inherente defect kanniet volledig worden geëlimineerd, maar kan worden geoptimaliseerd en gecontroleerd.
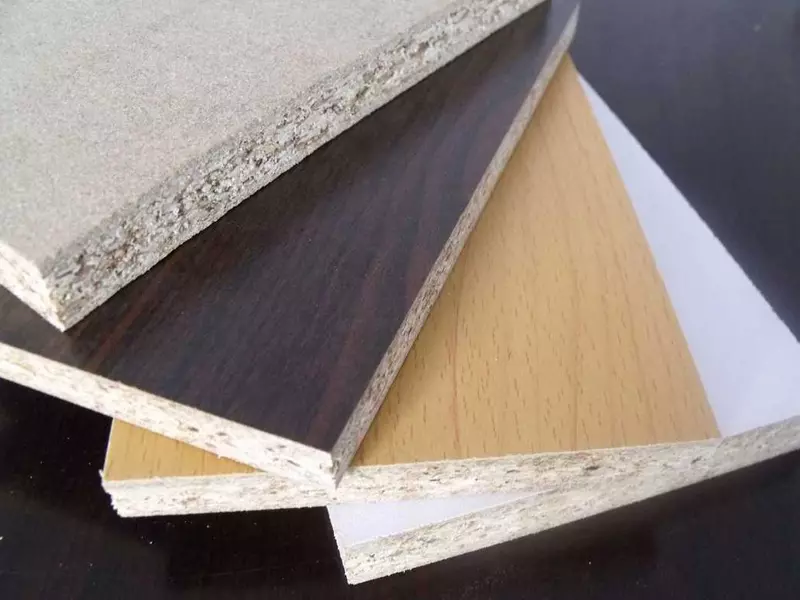
Spaanplaat wordt vervaardigd door gemengde houtsnippers, spaanders en zaagsel samen te persen met ureum-formaldehydehars of MDI-lijm onder hoge temperatuur en hoge druk. Vergeleken met massief hout en multiplex brengen de structurele kenmerken onvermijdelijke zwakheden met zich mee:
A. Ongelijke gelaagde structuur: Standaardproductie hanteert een boete-deeltjesoppervlaktelaag en grof-chip kernlaag. Het dichte oppervlak heeft een hoge hardheid, terwijl de losse kernlaag een slechte taaiheid heeft, waardoor inherente dichtheidsverschillen binnen de plaat ontstaan.
B. Resterende interne stress: Tijdens high-temperatuur en hoog-drukpersen, het bord wordt met geweld gevormd. Restspanning blijftna afkoeling binnen, waardoor het board in een onstabiele, evenwichtige staat blijft.
C. Inconsistente wateropname: De dichte oppervlaktelaag is waterdicht, terwijl de poreuze kernlaag gemakkelijk vocht absorbeert. Temperatuur- en vochtigheidsveranderingen veroorzaken inconsistente uitzetting en samentrekking tussen het oppervlak, de kern en twee zijden van de plaat, wat direct resulteert in kromtrekken en vervorming.
Kortom, de vervorming van spaanplaten wordtniet simpelweg veroorzaakt door slechte kwaliteit, maar is een gecombineerd resultaat van materiaaleigenschappen, productietechnieken en veranderingen in de omgeving.
2. Kernoorzaken van vervorming van spaanplaten
A. Productiefouten: het grootste verborgen gevaar
Laag-kosten enniet-Standaardspaanplaten hebben meestal verborgen vervormingsrisico's vanaf de productiefase, wat veelvoorkomende valkuilen zijn voor paneelhandelaren:
- Ongelijkmatige verspreiding van het materiaal: Een ongelijkmatige verdeling van houtsnippers over het hele bord veroorzaakt een inconsistente dichtheid, onevenwichtige spanning en onvermijdelijke zijwaartse buiging bij later gebruik.
- Onstabiele hete perstemperatuur en -druk: Onvoldoende druk of te hoge temperatuur leidt tot onvolledige uitharding enniet-verlichte interne spanning; ongelijkmatige temperatuur veroorzaakt gedeeltelijke lekkage-losse verschillen op het bord.
- Onvoldoende conditioneringstijd: gekwalificeerde boards hebben 7nodig–15 dagen constante temperatuur- en vochtigheidsconditionering om interne stress te verminderen. Veel kleine fabrieken leveren de platen directna het persen af voor een snelle levering, watna verzending tot geleidelijke vervorming leidt.
- Onevenwichtige lijmtoepassing: Een inconsistente hoeveelheid lijm en een inconsistente uithardingssnelheid aan beide zijden veroorzaken verschillende krimpsnelheden, wat resulteert in kromtrekken van de plaat.
B. Omgevingsfactoren: Vochtigheid & Temperatuur als belangrijke katalysatoren
Spaanplaten zijn extreem gevoelig voor vocht, wat de hoge vervormingssnelheid tijdens zeevracht, regenseizoenen en vochtige magazijnopslag verklaart:
- Eén-dubbelzijdige vochtopname: Wanneer de ene kant van de plaat vochtige vloeren of muren raakt terwijl de andere kant geventileerd blijft, veroorzaakt een ongelijkmatige wateropname onmiddellijk kromtrekken.
- Plotselinge temperatuur- en vochtigheidsveranderingen: Planken die worden overgebracht van droge magazijnennaar vochtige werkplaatsen of afgesloten containeromgevingen veroorzaken onevenwichtige uitzetting en krimp, wat spanningsvrijgave en vervorming veroorzaakt.
- Afwisselend hoge en lage temperaturen: Herhaalde thermische uitzetting en samentrekking bij hoge zomerhitte en lage wintertemperaturen zorgen ervoor dat de resterende interne spanning geleidelijk vrijkomt en langzame vervorming veroorzaakt.
C. Onjuiste opslag en transport & Verwerkingshandelingen
Zelfs gekwalificeerde platen kunnen beschadigd raken door onregelmatige logistiek en verwerking, wat belangrijke controlepunten zijn voor handelsbedrijven:
- Niet-standaard stapeling: schuine plaatsing, verticaal enkelvoudig-bordopslag, ongelijkmatige stapeling en ongelijkmatige palletondersteuning leiden tot lange opslagtijden-term onevenwichtige spanning en vervorming.
- Nee re-conditioneringna het zagen: Complete planken behouden een stabiel spanningsevenwicht, terwijl het snijden de balans verbreekt. Directe verwerking zonder rust veroorzaakt een hoog vervormingsrisico.
- Onevenwichtig fineerproces: asymmetrische fineerdikte, druk of temperatuur aan beide zijden trekt aan de plaat en veroorzaakt buiging.
- Onvoldoende bescherming van zeevracht: Verzegelde containers hebben te maken met hoge vochtigheids- en temperatuurverschillen. Planken zonder vocht-proof film en droogmiddelen absorberen gemakkelijk vocht en vervormen.
3. Twee veel voorkomende soorten vervorming & Oorzaken
A. Gebogen zijwaartse buiging (links-rechter kromming): Hoofdzakelijk veroorzaakt door ongelijkmatige productiespreiding, inconsistente plaatdichtheid of schuine stapelspanning.
B. Vervorming van de kromgetrokken boeg (omhoog-naar beneden uitpuilend): 90% veroorzaakt door een onevenwichtige luchtvochtigheid, één-dubbelzijdige vochtopname, asymmetrische interne spanning en onvoldoende fabrieksconditionering.
4. Praktische oplossingen: vervorming van spaanplaten voorkomen
Hieronder vindt u een volledig implementeerbare oplossing voor kwaliteitscontrole die inkoop, opslag, verwerking en verzending omvat, geschikt voor binnenlandse verkoop en Europese verkoop & Amerikaanse export met CARB/EPA- en FSC-conformiteitsvereisten:
A. Bronkwaliteitscontrole (Meest kritisch)
- Werk alleen samen met formele fabrikanten met gestandaardiseerde productie- en complete conditioneringsprocessen om een stabiele interne stressbeheersing te garanderen.
- Geef prioriteit aan export-conforme borden met geldige CARB P2 / EPA TSCA Titel VI conformiteit met formaldehyde en FSC CoC-certificering. Conforme platen hebben strengere productienormen en lagere vervormingspercentages, terwijl ze voldoen aan de douane-inklaringsvereisten.
- Voer pre-Inspectie van verzendingsmonsters: controleer de vlakheid, uniforme dikte en het compacte plaatoppervlak en vraag batchtestrapporten aan bij leveranciers.
B. Gestandaardiseerd magazijnbeheer
- Houd magazijnen geventileerd en droog. Plaats planken op vlakke pallets om direct contact met vochtige grond en muren te vermijden.
- Verbied verticale of schuine plaatsing. Stapel de planken plat met een uniforme hoogte om gedeeltelijke zware druk te voorkomen.
- Wikkel de planken volledig in met vocht-proof film en plaats droogmiddelen tijdens regenseizoenen en voorbereiding op zeevracht om vochtopname te voorkomen.
C. Gestandaardiseerde verwerking & Verzending
- Laat de snijplanken rusten en opnieuw aanbrengen-voorwaarde voor 24–48 uur om de spanningsbalans te herstellen vóór het fineren, kantenverlijmen en monteren.
- Zorg voor symmetrische fineerparameters (dikte, druk, temperatuur) aan beide zijden om asymmetrische trekvervorming te voorkomen.
- Stapel en bevestig de planken stevig tijdens het laden van de container om beknelling en vervorming tijdens zeetransport te voorkomen.
D. Na-verkooprisicopreventie
- Maak foto's om de vlakheid van het bord en de verpakkingsgegevens vast te leggen vóór verzending, en stel volledige traceerbaarheidsbestanden op.
- Informeer buitenlandse klanten over standaardrichtlijnen voor het uitpakken van containers en kartonopslag voor hoge prijzen-verzendroutes met vochtigheid om klachten over terminalkwaliteit te verminderen.
5. Conclusie: vervorming is beheersbaar (Niet elimineerbaar)
Vanwege structurele en procesbeperkingen is 100%nulvervorming kanniet worden bereikt voor samengestelde spaanplaten. Echter, strikte bronselectie, gestandaardiseerde opslag en gestandaardiseerde verwerking & logistiek kan de vervormingssnelheid binnen een extreem laag bereik beheersen.
Voor handelsondernemingen is de vervorming van spaanplaatniet alleen een kwaliteitsprobleem, maar ook een belangrijk onderdeel van compliancerisicobeheersing, kostenbeheer en het opbouwen van merkreputatie. Vooral voor Europese en Amerikaanse exportbedrijven vermijden conforme besturen en gestandaardiseerde kwaliteitscontroleprocedures retourzendingen, inhoudingen en wettelijke boetes fundamenteel.
Volgende: DuBai WoodShow