De ce se deformează placa de particule? Un ghid complet pentru cauze, declanșatoare și soluții
De ce se deformează placa de particule? Un ghid complet pentru cauze, declanșatoare și soluții
În comerțul cu panouri, personalizarea mobilierului și industriile de aprovizionare pentru export, deformarea plăcilor aglomerate este una dintre cele mai comune și supărătoare probleme de calitate.
Mulți cumpărători și fabrici se confruntă cu aceeași problemă: plăcile care sunt perfect plane la părăsirea fabricii pot dezvolta îndoiri laterale, deformare, centre bombate sau margini înălțate după depozitare, prelucrarea mobilierului sau transportul de marfă maritimă. Defecțiunile minore duc la pierderi din reprelucrare și plângeri ale clienților, în timp ce cazurile grave duc în totalitate-returnări de containere și costuri uriașe de compensare logistică. Mai ales pentru exporturile europene și americane cu CARB/Panourile conforme cu EPA și FSC, controlul deformării este o prioritate de bază pentru controlul calității.
Acest blog analizează cuprinzător deformarea plăcilor de particule din principiile materialelor, defectele de producție, influențele mediului, erorile de procesare și depozitare și soluții practice, ajutându-vă să înțelegeți pe deplin și să controlați eficient riscurile de calitate.
1. Motivul inerent: de ce placa de particule este predispusă la deformare
Procesul de fabricație a plăcilor aglomerate (PAL) provoacă în mod inerent solicitări interne inegale, care este cauza fundamentală a deformării. Acest defect inerentnu poate fi eliminat complet, dar poate fi optimizat și controlat.
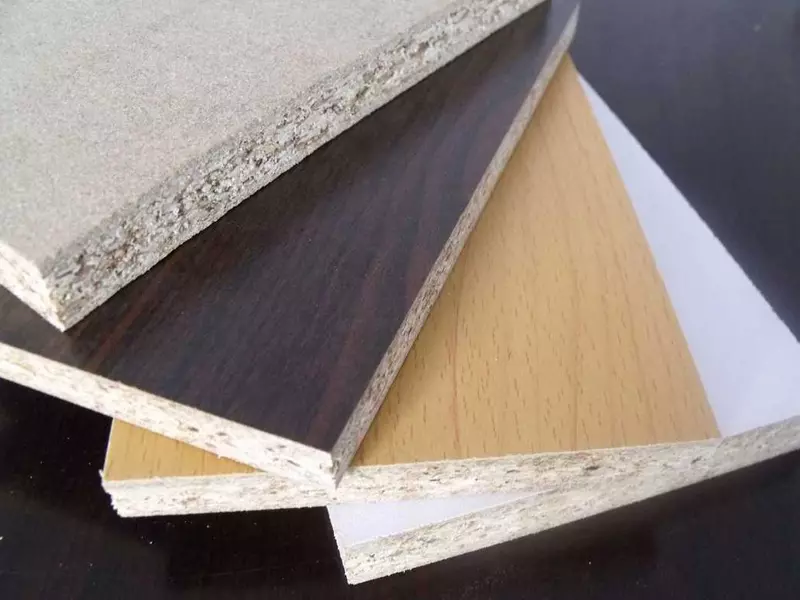
Plăcile aglomerate sunt fabricate prin comprimarea așchiilor de lemn amestecate, așchiilor și rumegușului cu uree-rășină de formaldehidă sau adeziv MDI la temperaturi ridicate și presiune înaltă. În comparație cu lemnul masiv și placaj, caracteristicile sale structurale aduc slăbiciuni inevitabile:
A. Structură stratificatăneuniformă: producția standard adoptă o amendă-strat de suprafață de particule și grosier-strat de miez de cip. Suprafața densă prezintă o duritate ridicată, în timp ce stratul de miez liber are o duritate slabă, formând diferențe inerente de densitate în interiorul plăcii.
B. Stresul intern rezidual: În timpul ridicat-temperatura si ridicata-prin presare, placa este modelată forțat. Stresul rezidual rămâne în interior după răcire, menținând placa într-o stare echilibrată instabilă.
C. Absorbție inconsecventă a apei: Stratul dens de suprafață este impermeabil, în timp ce stratul de miez poros absoarbe ușor umiditatea. Schimbările de temperatură și umiditate cauzează dilatare și contracție inconsecventă între suprafață, miez și două părți ale plăcii, ducând direct la deformare și deformare.
Pe scurt, deformarea plăcilor aglomeratenu este cauzată doar de calitatea proastă, ci este un rezultat combinat al proprietăților materialelor, tehnicilor de producție și schimbărilor de mediu.
2. Principalele cauze ale deformării plăcilor de particule
A. Defecte de producție: Cel mai mare pericol ascuns
Scăzut-cost șinon-plăcile aglomerate standard au, de obicei, riscuri ascunse de deformare din etapa de producție, care sunt capcane comune pentru comercianții de panouri:
- Răspândireaneuniformă a materialului: Distribuțianeuniformă a așchiilor de lemn de-a lungul plăcii cauzează densitate inconsecventă, stres dezechilibrat și îndoire laterală inevitabilă în utilizarea ulterioară.
- Temperatura și presiunea instabile de presare la cald: Presiunea insuficientă sau temperatura excesivă duce la întărire incompletă și la stresul internneeliberat; temperaturaneuniformă provoacă etanșare parțială-diferențe slabe pe tablă.
- Timp de condiționare insuficient: consiliile calificatenecesită 7–15 zile de condiționare constantă a temperaturii și umidității pentru a elibera stresul intern. Multe fabrici mici livrează plăci imediat după presare pentru livrare rapidă, ceea ce duce la deformarea treptată după expediere.
- Aplicarea adezivuluineechilibrat: Cantitatea inconsecventă de adeziv și viteza de întărire pe cele două părți provoacă rate diferite de contracție, ducând la deformarea plăcii.
B. Factori de mediu: Umiditate & Temperatura ca catalizatori majori
Plăcile aglomerate sunt extrem de sensibile la umiditate, ceea ce explică rata mare de deformare în timpul transportului maritim, sezoanelor ploioase și depozitării umede:
- Unul-absorbția umidității laterale: Când o parte a plăcii atinge podele sau pereți umezi, în timp ce cealaltă parte rămâne ventilată, absorbțianeuniformă a apei cauzează deformarea imediată.
- Schimbări bruște de temperatură și umiditate: Plăcile transferate din depozite uscate în ateliere umede sau în medii de containere sigilate produc expansiune și contracție dezechilibrate, declanșând eliberarea tensiunilor și deformarea.
- Alternarea temperaturilor ridicate și scăzute: Expansiunea și contracția termică repetată sub căldură ridicată de vară și temperaturi scăzute de iarnă eliberează treptat stresul intern rezidual și provoacă o deformare lentă.
C. Depozitare, transportnecorespunzător & Operațiuni de procesare
Chiar și plăcile calificate pot fi deteriorate de logistica și procesareaneregulate, care sunt puncte cheie de control pentru companiile comerciale:
- Non-stivuire standard: plasare înclinată, verticală singură-depozitarea plăcilor, stivuireaneuniformă și suportulneuniform pentru paleți duc la lung-termen de stres dezechilibrat și deformare.
- Nu re-Condiționarea după tăiere: Plăcile complete mențin echilibrul stabil al stresului, în timp ce tăierea rupe echilibrul. Prelucrarea directă fără repaus provoacă un risc ridicat de deformare.
- Proces de furnir dezechilibrat: grosimea asimetrică a furnirului, presiunea sau temperatura pe ambele părți trage placa și provoacă îndoire.
- Protecție inadecvată a transportului maritim: containerele sigilate prezintă diferențe mari de umiditate și temperatură. Placi fara umezeala-filmul rezistent și desicanții absorb ușor umiditatea și se deformează.
3. Două tipuri comune de deformare & Cauze fundamentale
A. Îndoire laterală arcuită (stânga-curbura dreapta): Cauzat în principal de răspândireaneuniformă a producției, densitatea inconsecventă a plăcilor sau stresul de stivuire înclinat.
B. Deformarea arcului deformat (sus-puf bombat): 90% cauzate de umiditatea dezechilibrată, unu-absorbție laterală a umidității, stres intern asimetric și condiționare insuficientă din fabrică.
4. Soluții practice: Cum să evitați deformarea plăcilor de particule
Mai jos este o soluție complet implementabilă de control al calității care acoperă achizițiile, depozitarea, procesarea și expedierea, potrivită pentru vânzările interne și europene. & Exporturile americane cu CARB/Cerințe de conformitate EPA și FSC:
A. Controlul calității sursei (Cel mai critic)
- Cooperaținumai cu producători formali cu producție standardizată și procese complete de condiționare pentru a asigura un control intern stabil al stresului.
- Prioritizează exportul-plăci conforme cu CARB P2 valabil / Conformitate cu formaldehidă EPA TSCA Titlul VI și certificare FSC CoC. Plăcile conforme prezintă standarde de producție mai stricte și rate mai mici de deformare, îndeplinesc în același timp cerințele de vămuire.
- Conduita pre-inspecția prin eșantionare a expedierii: verificați planeitatea, grosimea uniformă și suprafața compactă a plăcii și solicitați rapoarte de testare a lotului de la furnizori.
B. Managementul standardizat al depozitului
- Păstrați depozitele ventilate și uscate. Așezați plăcile pe paleți plate pentru a evita contactul direct cu solul și pereții umed.
- Interziceți plasarea verticală sau înclinată. Stivuiți plăcile plane, cu înălțime uniformă pentru a evita o presiune parțială puternică.
- Înfășurați complet plăcile cu umezeală-folie de probă și plasați desicanți în timpul sezonului ploios și pregătirea transportului maritim pentru a preveni absorbția umidității.
C. Prelucrare standardizată & Expediere
- Lăsați plăcile tăiate să se odihnească și să se reîntoarcă-condiție pentru 24–48 de ore pentru a restabili echilibrul stresului înainte de furnir, bandare de margine și asamblare.
- Asigurați parametrii de fațetare simetrici (grosime, presiune, temperatură) pe ambele părți pentru a evita deformarea asimetrică de tragere.
- Stivuiți și fixați bine plăcile în timpul încărcării containerelor pentru a preveni strângerea și deformarea în timpul transportului pe ocean.
D. După-Prevenirea riscurilor de vânzări
- Faceți fotografii pentru a înregistra planeitatea plăcii și detaliile de ambalare înainte de expediere și stabiliți fișiere complete de trasabilitate.
- Informați clienții din străinătate cu privire la regulile standard de despachetare a containerelor și de depozitare a cartonului pentru mare-rute de transport cu umiditate pentru a reduce reclamațiile privind calitatea terminalelor.
5. Concluzie: deformarea este controlabilă (Nu este eliminat)
Din cauza limitărilor structurale și de proces, 100% deformarea zeronu poate fi atinsă pentru plăcile de particule proiectate. Cu toate acestea, selecția strictă a sursei, depozitare standardizată și procesare standardizată & logistica poate controla rata de deformare într-un interval extrem de scăzut.
Pentru întreprinderile comerciale, deformarea plăcilor aglomeratenu este doar o problemă de calitate, ci și o parte cheie a controlului riscului de conformitate, managementului costurilor și construirii reputației mărcii. În special pentru companiile de export europene și americane, consiliile conforme și procedurile standardizate de control al calității evită în mod fundamental returnările, deducerile și penalitățile de reglementare.
Următorul: Dubai WoodShow