Varför deformeras spånskivor? En komplett guide till orsaker, triggers och lösningar
Varför deformeras spånskivor? En komplett guide till orsaker, triggers och lösningar
Inom panelhandeln, möbelanpassning och exportförsörjningsindustrin är deformation av spånskivor en av de vanligaste och mest besvärliga kvalitetsproblemen.
Många köpare och fabriker står inför samma problem: skivor som är helt plananär de lämnar fabriken kan utveckla sidoböjningar, skevheter, utbuktande centra eller upphöjda kanter efter lagring, möbelbearbetning eller sjöfraktstransport. Mindre defekter leder till omarbetningsförluster och kundklagomål, medan allvarliga fall resulterar i full-containerreturer och enorma logistikkompensationskostnader. Speciellt för europeisk och amerikansk export med CARB/EPA- och FSC-kompatibla paneler, deformationskontroll är en central kvalitetskontrollprioritet.
Den här bloggen analyserar omfattande deformation av spånskivor från materialprinciper, produktionsdefekter, miljöpåverkan, bearbetnings- och lagringsfel och praktiska lösningar, vilket hjälper dig att till fullo förstå och effektivt kontrollera kvalitetsrisker.
1. Den inneboende orsaken: varför spånskivor är benägna att deformeras
Tillverkningsprocessen för spånskivor (spånskiva) orsakar i sig ojämn inre stress, vilket är den grundläggande orsaken till deformation. Denna inneboende defekt kan inte helt elimineras utan kan optimeras och kontrolleras.
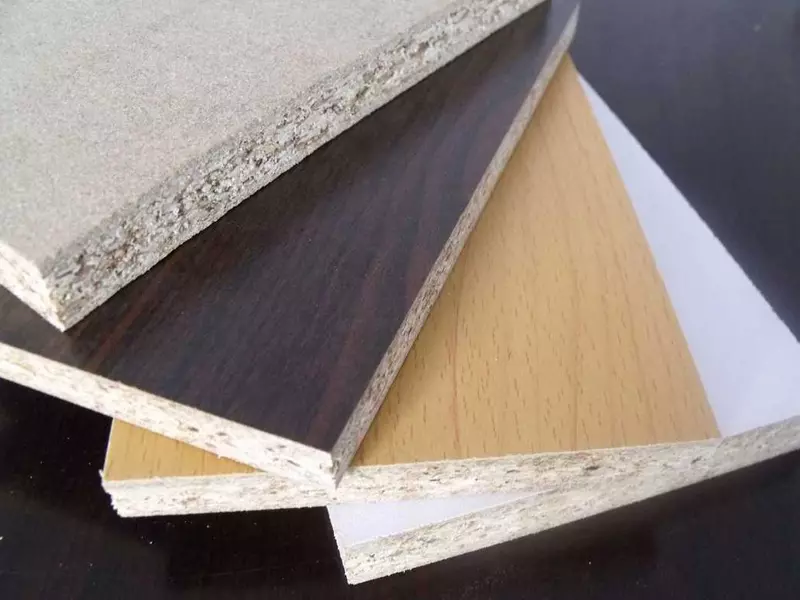
Spånskivor tillverkas genom att komprimera blandat träflis, spån och sågspån med urea-formaldehydharts eller MDI-lim under hög temperatur och högt tryck. Jämfört med massivt trä och plywood ger dess strukturella egenskaper oundvikliga svagheter:
A. Ojämn skiktstruktur: Standardproduktion antar böter-partikelytskikt och grova-spånkärnskikt. Den täta ytan har hög hårdhet, medan det lösa kärnskiktet har dålig seghet, vilket bildar inneboende densitetsskillnader inuti skivan.
B. Kvarstående inre stress: Under hög-temperatur och hög-tryckpressning, brädan är tvångsformad. Kvarvarande stress kvarstår inuti efter kylning, vilket håller brädet i ett instabilt balanserat tillstånd.
C. Inkonsekvent vattenabsorption: Det täta ytskiktet är vattentätt, medan det porösa kärnskiktet lätt absorberar fukt. Temperatur- och luftfuktighetsförändringar orsakar inkonsekvent expansion och sammandragning mellan ytan, kärnan och två sidor av skivan, vilket direkt resulterar i skevhet och deformation.
Kort sagt, deformation av spånskivor orsakas inte bara av dålig kvalitet, utan ett kombinerat resultat av materialegenskaper, produktionstekniker och miljöförändringar.
2. Kärnorsaker till deformation av spånskivor
A. Produktionsfel: Den största dolda faran
Låg-kostnad och icke-standardspånskivor har vanligtvis dolda deformationsrisker från produktionsstadiet, vilket är vanliga fallgropar för panelhandlare:
- Ojämn materialspridning: Ojämn fördelning av träflis över hela linjen orsakar inkonsekvent densitet, obalanserad spänning och oundviklig sidoböjning vid senare användning.
- Instabil varmpressningstemperatur och tryck: Otillräckligt tryck eller för hög temperatur leder till ofullständig härdning och oavlastad inre spänning; ojämn temperatur orsakar partiell täthet-lösa skillnader på tavlan.
- Otillräcklig konditioneringstid: Kvalificerade brädor kräver 7–15 dagars konstant temperatur- och fuktighetskonditionering för att släppa inre stress. Många små fabriker levererar skivor direkt efter pressning för snabb leverans, vilket leder till gradvis deformation efter leverans.
- Obalanserad limapplicering: Inkonsekvent limmängd och härdningshastighet på de två sidorna orsakar olika krymphastigheter, vilket resulterar i brädan skevning.
B. Miljöfaktorer: Fuktighet & Temperatur som viktiga katalysatorer
Spånskivor är extremt känsliga för fukt, vilket förklarar den höga deformationshastigheten under sjöfrakt, regnperioder och fuktig lagerlagring:
- En-sidlig fuktabsorption: När ena sidan av brädan vidrör fuktiga golv eller väggar medan den andra sidan förblir ventilerad, orsakar ojämn vattenabsorption omedelbar skevhet.
- Plötsliga temperatur- och luftfuktighetsförändringar: Skivor som överförs från torra lager till fuktiga verkstäder eller förseglade containermiljöer ger obalanserad expansion och sammandragning, vilket utlöser spänningsfrigöring och deformation.
- Växlande höga och låga temperaturer: Upprepad termisk expansion och sammandragning under sommarvärme och låga vintertemperaturer släpper gradvis kvarvarande inre spänningar och orsakar långsam deformation.
C. Felaktig förvaring, transport & Bearbetningsverksamhet
Även kvalificerade styrelser kan skadas av oregelbunden logistik och bearbetning, som är viktiga kontrollpunkter för handelsföretag:
- Icke-standardstapling: Lutande placering, vertikal enkel-kartonglagring, ojämn stapling och ojämnt pallstöd leder till långa-term obalanserad stress och deformation.
- Nej re-konditionering efter kapning: Kompletta brädor upprätthåller en stabil spänningsbalans, medan kapning bryter balansen. Direkt bearbetning utan vila ger hög deformationsrisk.
- Obalanserad fanerprocess: Asymmetrisk fanertjocklek, tryck eller temperatur på båda sidor drar brädet och orsakar böjning.
- Otillräckligt skydd för sjöfrakt: Förseglade containrar har hög luftfuktighet och temperaturskillnader. Skivor utan fukt-proof film och torkmedel absorberar lätt fukt och deformeras.
3. Två vanliga typer av deformation & Grundorsaker
A. Böjd sidoböjning (vänster-höger krökning): Orsakas huvudsakligen av ojämn produktionsspridning, inkonsekvent skivdensitet eller lutande staplingspåkänningar.
B. Skev bågedeformation (upp-ner buktande): 90% orsakad av obalanserad luftfuktighet, en-sidoabsorption av fukt, asymmetrisk inre stress och otillräcklig fabrikskonditionering.
4. Praktiska lösningar: Hur man undviker deformation av spånskivor
Nedan finns en fullt implementerbar kvalitetskontrolllösning som täcker inköp, lagring, bearbetning och leverans, lämplig för inhemsk försäljning och europeisk & Amerikansk export med CARB/EPA- och FSC-efterlevnadskrav:
A. Källkvalitetskontroll (Mest kritisk)
- Samarbeta endast med formella tillverkare med standardiserad produktion och kompletta konditioneringsprocesser för att säkerställa stabil intern stresskontroll.
- Prioritera export-kompatibla kort med giltig CARB P2 / EPA TSCA Titel VI formaldehyd-överensstämmelse och FSC CoC-certifiering. Överensstämmande skivor har strängare produktionsstandarder och lägre deformationshastigheter samtidigt som de uppfyller tullklareringskraven.
- Uppförande före-provtagningsinspektion av försändelser: kontrollera planhet, enhetlig tjocklek och kompakt kartongyta och begär batchtestrapporter från leverantörer.
B. Standardiserad lagerhantering
- Håll lager ventilerade och torra. Placera brädor på plana pallar för att undvika direktkontakt med fuktig mark och väggar.
- Förbjud vertikal eller lutande placering. Stapla brädor plana med jämn höjd för att undvika partiellt hårt tryck.
- Slå in brädor helt med fukt-täta film och placera torkmedel under regnperioder och förberedelser för sjöfrakt för att förhindra fuktupptagning.
C. Standardiserad bearbetning & Sändning
- Låt skära brädor vila och åter-skick för 24–48 timmar för att återställa spänningsbalansen innan fanering, kantband och montering.
- Säkerställ symmetriska faneringsparametrar (tjocklek, tryck, temperatur) på båda sidor för att undvika asymmetrisk dragdeformation.
- Stapla och fixera brädor ordentligt under containerlastning för att förhindra klämning och deformation under sjötransport.
D. Efter-försäljning Riskförebyggande
- Ta foton för att registrera skivans planhet och förpackningsdetaljer före leverans och upprätta fullständiga spårbarhetsfiler.
- Informera utländska kunder om standardriktlinjer för uppackning av behållare och kartonglagring för hög-transportvägar för fukt för att minska klagomålen om terminalkvalitet.
5. Slutsats: Deformation är kontrollerbar (Ej eliminerbar)
På grund av struktur- och processbegränsningar, 100%noll deformation kan inte uppnås för konstruerade spånskivor. Men strikt urval av källor, standardiserad lagerhållning och standardiserad bearbetning & logistik kan kontrollera deformationshastigheten inom ett extremt lågt intervall.
För handelsföretag är deformation av spånskivor inte bara en kvalitetsfråga utan också en viktig del av efterlevnadsriskkontroll, kostnadshantering och uppbyggnad av varumärkesrykte. Speciellt för europeiska och amerikanska exportföretag undviker kompatibla styrelser plus standardiserade kvalitetskontrollprocedurer i grunden returer, avdrag och regulatoriska påföljder.