Perché il pannello truciolare si deforma? Una guida completa a cause, fattori scatenanti e soluzioni
Perché il pannello truciolare si deforma? Una guida completa a cause, fattori scatenanti e soluzioni
Nei settori del commercio di pannelli, della personalizzazione dei mobili e delle forniture per l'esportazione, la deformazione dei pannelli truciolari è uno dei problemi di qualità più comuni e problematici.
Molti acquirenti e fabbriche si trovano ad affrontare lo stesso problema: i pannelli che sono perfettamente piatti quando lasciano la fabbrica possono sviluppare piegature laterali, deformazioni, rigonfiamenti centrali o bordi rialzati dopo lo stoccaggio, la lavorazione dei mobili o il trasporto marittimo. Difetti minori comportano perdite di rilavorazione e reclami da parte dei clienti, mentre i casi gravi comportano perdite totali-resi di container ed enormi costi di compensazione logistica. Soprattutto per le esportazioni europee e americane con CARB/Pannelli conformi a EPA e FSC, il controllo della deformazione è una priorità fondamentale del controllo di qualità.
Questo blog analizza in modo esaustivo la deformazione dei pannelli truciolari in base ai principi dei materiali, ai difetti di produzione, alle influenze ambientali, agli errori di lavorazione e stoccaggio e alle soluzioni pratiche, aiutandoti a comprendere appieno e a controllare efficacemente i rischi di qualità.
1. Il motivo intrinseco: perché il pannello truciolare è soggetto a deformazione
Il processo di produzione del pannello truciolare (truciolato) provoca intrinsecamente uno stress interno irregolare, che è la causa fondamentale della deformazione. Questo difetto intrinseconon può essere completamente eliminato ma può essere ottimizzato e controllato.
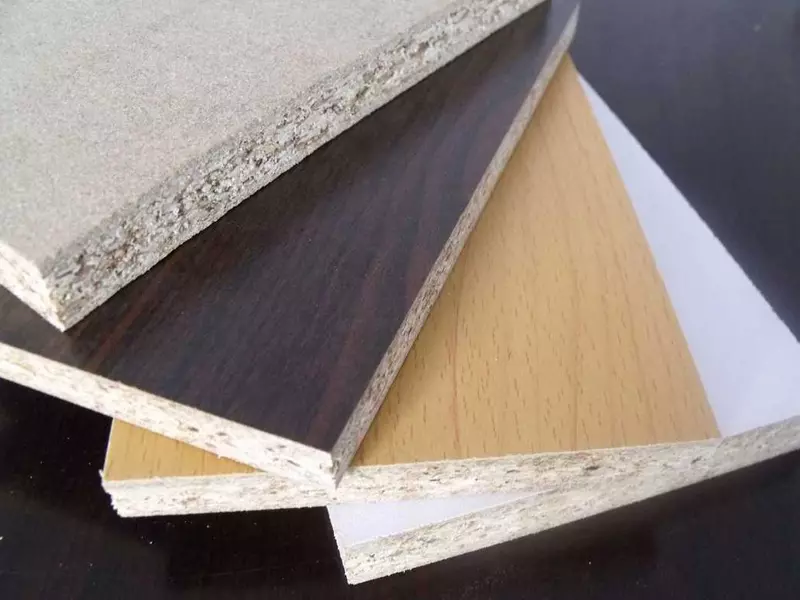
Il pannello truciolare viene prodotto comprimendo trucioli di legno misti, trucioli e segatura con urea-resina di formaldeide o adesivo MDI ad alta temperatura e alta pressione. Rispetto al legno massiccio e al compensato, le sue caratteristiche strutturali comportano inevitabili debolezze:
A. Struttura a strati irregolare: la produzione standard adotta una multa-strato superficiale delle particelle e grossolano-strato centrale del chip. La superficie densa presenta un'elevata durezza, mentre lo strato centrale sciolto ha una scarsa tenacità, formando differenze di densità intrinseche all'interno del pannello.
B. Stress interno residuo: durante la fase alta-temperatura e alta-premendo la pressione, il pannello viene modellato con forza. Lo stress residuo rimane all'interno dopo il raffreddamento, mantenendo la tavola in uno stato di equilibrio instabile.
C. Assorbimento d'acqua incoerente: lo strato superficiale denso è impermeabile, mentre lo strato centrale poroso assorbe facilmente l'umidità. I cambiamenti di temperatura e umidità causano un'espansione e una contrazione inconsistenti tra la superficie, ilnucleo e i due lati della tavola, con conseguente deformazione e deformazione.
In breve, la deformazione dei pannelli truciolarinon è semplicemente causata dalla scarsa qualità, ma è il risultato combinato delle proprietà dei materiali, delle tecniche di produzione e dei cambiamenti ambientali.
2. Cause principali della deformazione del pannello truciolare
A. Difetti di produzione: il più grande pericolonascosto
Basso-costo enon-I pannelli truciolari standard di solito presentano rischi di deformazionenascosti fin dalla fase di produzione, che sono trappole comuni per i commercianti di pannelli:
- Distribuzionenon uniforme del materiale: la distribuzionenon uniforme dei trucioli di legno su tutta la superficie provoca densità incoerente, sollecitazioni sbilanciate e inevitabili flessioni lateralinell'uso successivo.
- Temperatura e pressione instabili della pressatura a caldo: una pressione insufficiente o una temperatura eccessiva portano a una polimerizzazione incompleta e a uno stress interno continuo; la temperatura irregolare causa una tenuta parziale-differenze sciolte sul tabellone.
- Tempo di condizionamento insufficiente: le tavole qualificate richiedono 7–15 giorni di condizionamento costante della temperatura e dell'umidità per rilasciare lo stress interno. Molte piccole fabbriche consegnano i pannelli immediatamente dopo la pressatura per una consegna rapida, con conseguente deformazione graduale dopo la spedizione.
- Applicazione di adesivo sbilanciata: una quantità di adesivo e una velocità di polimerizzazione incoerenti sui due lati causano tassi di ritiro diversi, con conseguente deformazione del cartone.
B. Fattori ambientali: Umidità & La temperatura come catalizzatore principale
I pannelli truciolari sono estremamente sensibili all'umidità, il che spiega l'elevato tasso di deformazione durante il trasporto marittimo, le stagioni delle piogge e lo stoccaggio in magazzini umidi:
- Uno-assorbimento dell'umidità sui lati: quando un lato del pannello tocca pavimenti o pareti umidi mentre l'altro lato rimane ventilato, l'assorbimento irregolare dell'acqua provoca una deformazione immediata.
- Cambiamenti improvvisi di temperatura e umidità: i pannelli trasferiti da magazzini asciutti a officine umide o ambienti con contenitori sigillati producono espansione e contrazione sbilanciata, innescando rilascio di stress e deformazione.
- Alte e basse temperature alternate: l'espansione e la contrazione termica ripetute in condizioni di caldo elevato estivo e basse temperature invernali rilasciano gradualmente lo stress interno residuo e provocano una lenta deformazione.
C. Conservazione e trasporto impropri & Operazioni di trattamento
Anche i pannelli qualificati possono essere danneggiati da logistica e lavorazioni irregolari, che sono punti di controllo chiave per le società commerciali:
- Non-impilamento standard: posizionamento inclinato, singolo verticale-lo stoccaggio dei pannelli, l'impilamento irregolare e il supporto irregolare dei pallet comportano tempi lunghi-termine stress sbilanciato e deformazione.
- Nessun ri-condizionamento dopo il taglio: le tavole complete mantengono un equilibrio stabile delle sollecitazioni, mentre il taglio rompe l'equilibrio. La lavorazione diretta senza riposo comporta un elevato rischio di deformazione.
- Processo di impiallacciatura sbilanciato: lo spessore asimmetrico dell'impiallacciatura, la pressione o la temperatura su entrambi i lati tirano la tavola e provocano la flessione.
- Protezione inadeguata del trasporto marittimo: i contenitori sigillati presentano umidità elevata e differenze di temperatura. Tavole senza umidità-la pellicola impermeabile e gli essiccanti assorbono facilmente l'umidità e si deformano.
3. Due tipi comuni di deformazione & Cause profonde
A. Flessione laterale arcuata (sinistra-curvatura giusta): Principalmente causato da una distribuzionenon uniforme della produzione, da una densità incoerente del cartone o da sollecitazioni di impilamento inclinate.
B. Deformazione deformata dell'arco (su-rigonfiamento verso il basso): 90% causato da umidità sbilanciata, uno-assorbimento laterale dell'umidità, stress interno asimmetrico e condizionamento di fabbrica insufficiente.
4. Soluzioni pratiche: come evitare la deformazione del pannello truciolare
Di seguito è riportata una soluzione di controllo qualità completamente implementabile che copre approvvigionamento, immagazzinamento, lavorazione e spedizione, adatta per le venditenazionali ed europee & Esportazioni americane con CARB/Requisiti di conformità EPA e FSC:
A. Controllo della qualità della fonte (Molto critico)
- Collaborare solo con produttori formali con produzione standardizzata e processi di condizionamento completi per garantire un controllo stabile dello stress interno.
- Dare priorità all'esportazione-schede conformi con CARB P2 valido / Conformità alla formaldeide EPA TSCA Titolo VI e certificazione FSC CoC. I pannelli conformi presentano standard di produzione più rigorosi e tassi di deformazione inferiori, soddisfacendo al tempo stesso i requisiti di sdoganamento.
- Condurre pre-ispezione del campionamento della spedizione: controllo della planarità, dello spessore uniforme e della superficie compatta del pannello e richiesta di rapporti sui test sui lotti ai fornitori.
B. Gestione standardizzata del magazzino
- Mantenere i magazzini ventilati e asciutti. Posizionare le tavole su pallet piatti per evitare il contatto diretto con il terreno umido e le pareti.
- Vietare il posizionamento verticale o inclinato. Impilare le tavole in piano con un'altezza uniforme per evitare una forte pressione parziale.
- Avvolgere completamente le tavole con umidità-pellicola impermeabile e posizionare essiccanti durante le stagioni delle piogge e la preparazione del trasporto marittimo per prevenire l'assorbimento di umidità.
C. Elaborazione standardizzata & Spedizione
- Lasciare riposare le tavole tagliate e riaccenderle-condizione per 24–48 ore per ripristinare l'equilibrio delle tensioni prima del rivestimento, della bordatura e dell'assemblaggio.
- Garantire parametri di rivestimento simmetrici (spessore, pressione, temperatura) su entrambi i lati per evitare deformazioni di trazione asimmetriche.
- Impilare e fissare saldamente le tavole durante il caricamento del container per evitare schiacciamenti e deformazioni durante il trasporto marittimo.
D. Dopo-Prevenzione dei rischi di vendita
- Scatta foto per registrare la planarità della scheda e i dettagli dell'imballaggio prima della spedizione e crea file di tracciabilità completi.
- Informare i clienti esteri sulle linee guida standard per il disimballaggio dei contenitori e lo stoccaggio dei pannelli per alti-rotte di spedizione legate all'umidità per ridurre i reclami sulla qualità del terminal.
5. Conclusione: la deformazione è controllabile (Non eliminabile)
A causa di limitazioni strutturali e di processo, 100% Non è possibile ottenere una deformazione pari a zero per i pannelli truciolari. Tuttavia, selezione rigorosa della fonte, stoccaggio e lavorazione standardizzati & la logistica può controllare il tasso di deformazione entro un intervallo estremamente basso.
Per le imprese commerciali, la deformazione dei pannelli truciolarinon è solo un problema di qualità ma anche una parte fondamentale del controllo del rischio di conformità, della gestione dei costi e della costruzione della reputazione del marchio. Soprattutto per le imprese di esportazione europee e americane, i consigli conformi e le procedure standardizzate di controllo della qualità evitano fondamentalmente resi, detrazioni e sanzioninormative.
Prossimo: Dubai Wood Show