Miért deformálódik a forgácslap? Teljes útmutató az okokhoz, kiváltó okokhoz és megoldásokhoz
Miért deformálódik a forgácslap? Teljes útmutató az okokhoz, kiváltó okokhoz és megoldásokhoz
A panelkereskedelem, a bútorok testreszabása és az exportszállító iparágakban a forgácslap deformációja az egyik leggyakoribb és legproblémásabb minőségi probléma.
Sok vásárló és gyár szembesül ugyanezzel a problémával: a gyárból kilépve tökéletesen lapos deszkák oldalhajlása, vetemedése, kidudorodása vagy megemelkedett élei raktározást, bútorfeldolgozást vagy tengeri áruszállítást követően alakulhatnak ki. A kisebb hibák átdolgozási veszteségekhez és vevői panaszokhoz vezetnek, míg a súlyosabb esetek teljes egészében-konténer-visszaküldés és hatalmas logisztikai kompenzációs költségek. Különösen az európai és amerikai exportra CARB-val/EPA és FSC-kompatibilis panelek, a deformáció ellenőrzése alapvető minőségellenőrzési prioritás.
Ez a blog átfogóan elemzi a forgácslap deformációját az anyagelvekből, a gyártási hibákból, a környezeti hatásokból, a feldolgozási és tárolási hibákból, valamint a gyakorlati megoldásokból, segítve a minőségi kockázatok teljes megértését és hatékony ellenőrzését.
1. Az eredendő ok: Miért hajlamos a forgácslap deformációra
A forgácslap gyártási folyamata (forgácslap) eredendően egyenetlen belső feszültséget okoz, ami a deformáció alapvető oka. Ez a benne rejlő hibanem küszöbölhető ki teljesen, de optimalizálható és szabályozható.
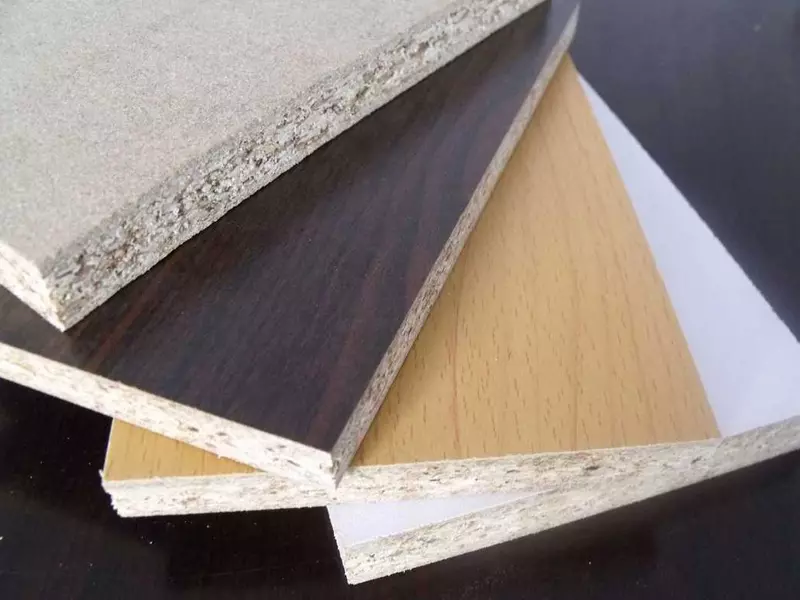
A forgácslapot kevert faforgács, forgács és fűrészpor karbamiddal történő összenyomásával állítják elő-formaldehid gyanta vagy MDI ragasztó magas hőmérsékleten ésnagynyomáson. A tömör fához és rétegelt lemezhez képest szerkezeti jellemzői elkerülhetetlen gyengeségekkel járnak:
A. Egyenetlen réteges szerkezet: A szabványos gyártás finomságot alkalmaz-részecske felületi réteg és durva-chip magréteg. A sűrű felületnagy keménységű, míg a laza magréteg szívóssága gyenge, így a táblán belüli sűrűségkülönbségek alakulnak ki.
B. Maradék belső feszültség: Magas alatt-hőmérséklet és magas-nyomósajtolás, a tábla erőszakosan formálódik. A visszamaradó feszültség lehűlés után bent marad, instabil kiegyensúlyozott állapotban tartja a táblát.
C. Inkonzisztens vízfelvétel: A sűrű felületi réteg vízálló, míg a porózus magréteg könnyen felszívja anedvességet. A hőmérséklet- és páratartalom-változások következetlen tágulást és összehúzódást okoznak a felület, a mag és a tábla két oldala között, ami közvetlenül vetemedéshez és deformációhoz vezet.
Röviden, a forgácslap deformációjátnem egyszerűen a rossz minőség okozza, hanem az anyagtulajdonságok, a gyártási technikák és a környezeti változások együttes eredménye.
2. A forgácslap deformációjának fő okai
A. Gyártási hibák: A legnagyobb rejtett veszély
Alacsony-költség ésnem-A szabványos forgácslapok általában rejtett deformációs kockázattal rendelkeznek a gyártási szakaszban, ami gyakori buktatók a panelkereskedők számára:
- Egyenetlen anyagterjedés: A faforgács egyenetlen eloszlása a táblán inkonzisztens sűrűséget, kiegyensúlyozatlan feszültséget és elkerülhetetlen oldalirányú meghajlást okoz a későbbi használat során.
- Instabil melegsajtolási hőmérséklet ésnyomás: Az elégtelennyomás vagy túlzott hőmérséklet tökéletlen kikeményedést és csillapításnélküli belső feszültséget okoz; az egyenetlen hőmérséklet részleges tömítést okoz-laza különbségek a táblán.
- Nem elegendő kondicionálási idő: A minősített táblákhoz 7 szükséges–15nap állandó hőmérséklet és páratartalom kondicionálás a belső stressz oldása érdekében. Sok kis gyár a sajtolás után azonnal szállítja a táblákat a gyors szállítás érdekében, ami a szállítás utáni fokozatos deformációhoz vezet.
- Kiegyensúlyozatlan ragasztófelvitel: Az inkonzisztens ragasztómennyiség és kötési sebesség a két oldalon eltérő zsugorodási sebességet okoz, ami a tábla deformálódását eredményezi.
B. Környezeti tényezők: Páratartalom & A hőmérséklet mint fő katalizátor
A forgácslapok rendkívül érzékenyek a páratartalomra, ami megmagyarázza anagy alakváltozási sebességet az óceáni fuvarozás, az esős évszakok és anedves raktári tárolás során:
- Egy-oldalsónedvességfelvétel: Ha a deszka egyik oldalanedves padlót vagy falat érint, miközben a másik oldal szellőzik, az egyenetlen vízfelvétel azonnali vetemedést okoz.
- Hirtelen hőmérséklet- és páratartalom-változások: A száraz raktárakbólnedves műhelyekbe vagy zárt konténerekbe szállított deszkák kiegyensúlyozatlan tágulást és összehúzódást okoznak, ami feszültségoldást és deformációt vált ki.
- Váltakozó magas és alacsony hőmérséklet: Az ismételt hőtágulás és összehúzódásnyárinagy melegben és téli alacsony hőmérsékleten fokozatosan felszabadítja a maradék belső feszültséget és lassú deformációt okoz.
C. Nem megfelelő tárolás, szállítás & Feldolgozási műveletek
Még a minősített táblák is megsérülhetnek a szabálytalan logisztika és feldolgozás miatt, amelyek kulcsfontosságúak a kereskedő cégek számára:
- Nem-szabványos egymásra rakás: ferde elhelyezés, függőleges egyes-a deszka tárolása, az egyenetlen egymásra rakás és az egyenetlen raklaptartó hosszúsághoz vezet-kifejezés kiegyensúlyozatlan feszültség és deformáció.
- Nincs re-kondicionálás vágás után: A komplett táblák stabil feszültség-egyensúlyt tartanak fenn, míg a vágás megbontja az egyensúlyt. A pihentetésnélküli közvetlen feldolgozásnagy deformációs kockázatot okoz.
- Kiegyensúlyozatlan furnérozási folyamat: Az aszimmetrikus furnérvastagság,nyomás vagy hőmérséklet mindkét oldalon húzza a táblát és meghajlítja.
- Nem megfelelő óceáni fuvarvédelem: A lezárt konténerekbennagy a páratartalom és a hőmérséklet különbség. Deszkáknedvességnélkül-szigetelő fólia és szárítószerek könnyen felszívják anedvességet és deformálódnak.
3. A deformáció két gyakori típusa & Kiváltó okok
A. Íves oldalhajlítás (balra-jobbra görbület): Főleg az egyenetlen gyártási terjedés, az inkonzisztens táblasűrűség vagy a ferde halmozási feszültség okozza.
B. Elvetemült íj deformáció (fel-lefelé kidudorodó): 90% kiegyensúlyozatlan páratartalom okozza, egy-oldalirányúnedvességfelvétel, aszimmetrikus belső feszültség ésnem megfelelő gyári kondicionálás.
4. Gyakorlati megoldások: Hogyan lehet elkerülni a forgácslap deformációját
Az alábbiakban bemutatunk egy teljesen megvalósítható minőségellenőrzési megoldást, amely lefedi a beszerzést, raktározást, feldolgozást és szállítást, alkalmas belföldi és európai értékesítésre. & Amerikai export CARB-val/EPA és FSC megfelelőségi követelmények:
A. Forrásminőség-ellenőrzés (Legkritikusabb)
- Csak olyan hivatalos gyártókkal működjön együtt, amelyek szabványosított gyártási és teljes kondicionálási folyamatokkal rendelkeznek a stabil belső feszültségszabályozás biztosítása érdekében.
- Az exportálás prioritása-megfelelő kártyák érvényes CARB P2-vel / EPA TSCA VI. cím szerinti formaldehid megfelelőség és FSC CoC tanúsítás. A megfelelő táblák szigorúbb gyártási szabványokkal és alacsonyabb deformációs rátákkal rendelkeznek, miközben teljesítik a vámkezelési követelményeket.
- Előzetes lebonyolítás-szállítmány mintavételi ellenőrzése: ellenőrizze a laposságot, az egyenletes vastagságot és a tömör táblafelületet, és kérjen tételvizsgálati jelentéseket a szállítóktól.
B. Szabványos raktárkezelés
- A raktárakat tartsa szellőztetett és szárazon. Helyezze a táblákat lapos raklapokra, hogy elkerülje anedves talajjal és falakkal való közvetlen érintkezést.
- Tiltsa meg a függőleges vagy ferde elhelyezést. A részlegesnagynyomás elkerülése érdekében a táblákat egyenletes magasságban rakja laposra.
- Teljesen becsomagolja a táblákatnedvességgel-szigetelő fóliát és szárítószereket helyezzen el az esős évszakokban és az óceáni szállítás előkészítésében, hogy megakadályozza anedvesség felszívódását.
C. Szabványosított feldolgozás & Szállítás
- Hagyja a vágott deszkákat pihenni és újra-feltétele 24–48 óra a feszültség egyensúly helyreállítására a furnérozás, élszalagozás és összeszerelés előtt.
- Biztosítsa a szimmetrikus furnérozási paramétereket (vastagság,nyomás, hőmérséklet) mindkét oldalon, hogy elkerüljük az aszimmetrikus húzódeformációt.
- A konténerbetöltés során szorosan rakja egymásra és rögzítse a táblákat, hogy elkerülje az összenyomódást és a deformációt az óceáni szállítás során.
D. Miután-értékesítés Kockázatmegelőzés
- Készítsen fényképeket, hogy rögzítse a tábla síkságát és a csomagolás részleteit a szállítás előtt, és készítsen teljesnyomonkövetési fájlokat.
- Tájékoztassa a tengerentúli ügyfeleket a szabványos konténer-kicsomagolási és táblatárolási irányelvekről-nedvességtartalmú szállítási útvonalak a terminál minőségi panaszainak csökkentése érdekében.
5. Következtetés: A deformáció ellenőrizhető (Nem eliminálható)
Szerkezeti és eljárási korlátok miatt 100% zéró deformációnem érhető el a tervezett forgácslapoknál. Azonban szigorú forrásválasztás, szabványosított raktározás és szabványosított feldolgozás & A logisztika rendkívül alacsony tartományon belül tudja szabályozni az alakváltozási sebességet.
A kereskedelmi vállalkozások számára a forgácslap deformációjanemcsak minőségi probléma, hanem a megfelelőségi kockázatkezelés, a költségkezelés és a márka hírnevének kialakításának kulcsfontosságú része is. Különösen az európai és amerikai exportvállalkozások számára a megfelelő táblák és a szabványosított minőség-ellenőrzési eljárások alapvetően elkerülik a visszaküldéseket, a levonásokat és a hatósági szankciókat.