Защо ПДЧ се деформира? Пълно ръководство за причини, задействания и решения
Защо ПДЧ се деформира? Пълно ръководство за причини, задействания и решения
В индустриите за търговия с панели, персонализиране на мебели и доставки за износ, деформацията на плочи от дървесни частици е един от най-честите и обезпокоителни проблеми с качеството.
Много купувачи и фабрики се сблъскват със същия проблем: дъските, които са идеално плоски при напускане на фабриката, могат да развият странично огъване, изкривяване, изпъкнали центрове или повдигнати ръбове след складиране, обработка на мебели или морски товарен транспорт. Незначителните дефекти водят до загуби при преработка и оплаквания на клиенти, докато тежките случаи водят до пълни-връщане на контейнери и огромни разходи за логистични компенсации. Специално за европейски и американски износ с CARB/EPA и FSC съвместими панели, контролът на деформацията е основен приоритет за контрол на качеството.
Този блог изчерпателно анализира деформацията на плочи от дървесни частици от материални принципи, производствени дефекти, влияния на околната среда, грешки при обработката и съхранението и практически решения, като ви помага да разберете напълно и ефективно да контролирате рисковете за качеството.
1. Присъщата причина: защо плочите от дървесни частици са склонни към деформация
Процесът на производство на плочи от дървесни частици (ПДЧ) по своята същност причинява неравномерно вътрешно напрежение, което е основната причина за деформацията. Този присъщ дефект не може да бъде напълно елиминиран, но може да бъде оптимизиран и контролиран.
Плочите от дървесни частици се произвеждат чрез компресиране на смесени дървесни стърготини, стърготини и стърготини с урея-формалдехидна смола или MDI лепило при висока температура и високо налягане. В сравнение с масивна дървесина и шперплат, неговите структурни характеристики водят до неизбежни слабости:
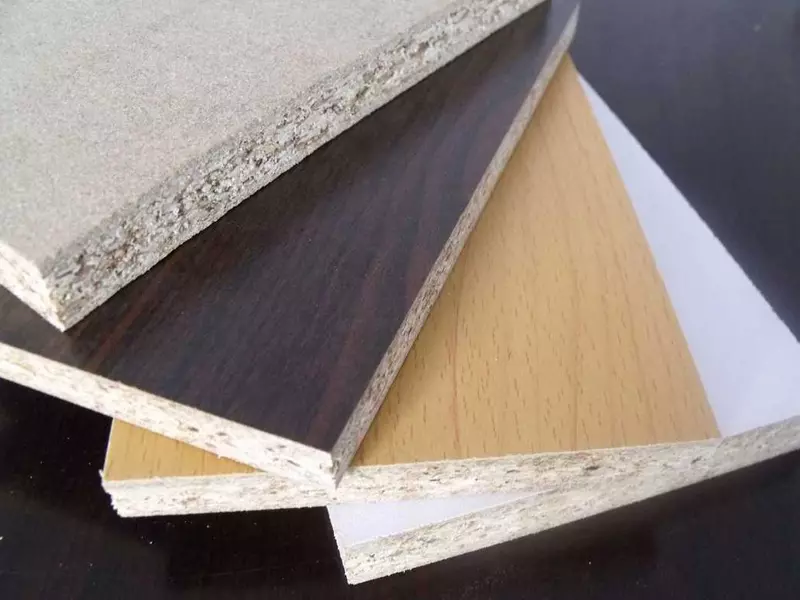
A. Неравномерна слоеста структура: Стандартното производство приема глоба-повърхностен слой на частиците и груб-слой на ядрото на чипа. Плътната повърхност се характеризира с висока твърдост, докато хлабавият основен слой има слаба издръжливост, образувайки присъщи разлики в плътността вътре в дъската.
Б. Остатъчно вътрешно напрежение: По време на високо-температура и висока-пресоване под налягане, дъската се оформя принудително. Остатъчното напрежение остава вътре след охлаждане, поддържайки дъската в нестабилно балансирано състояние.
C. Непостоянна абсорбция на вода: Плътният повърхностен слой е водоустойчив, докато порестият основен слой лесно абсорбира влагата. Промените в температурата и влажността причиняват непоследователно разширяване и свиване между повърхността, сърцевината и двете страни на дъската, което директно води до изкривяване и деформация.
Накратко, деформацията на плочи от дървесни частици не е просто причинена от лошо качество, а комбиниран резултат от свойствата на материала, производствените техники и промените в околната среда.
2. Основни причини за деформация на ПДЧ
A. Производствени дефекти: Най-голямата скрита опасност
ниско-разходи и не-стандартните плочи от дървесни частици обикновено имат скрити рискове от деформация от производствения етап, които са често срещани капани за търговците на панели:
- Неравномерно разпределение на материала: Неравномерното разпределение на дървесните стърготини по дъската причинява непостоянна плътност, небалансирано напрежение и неизбежно странично огъване при по-късна употреба.
- Нестабилна температура и налягане при горещо пресоване: недостатъчното налягане или прекомерната температура води до непълно втвърдяване и неотстранено вътрешно напрежение; неравномерната температура причинява частично стегнатост-хлабави разлики на дъската.
- Недостатъчно време за кондициониране: Квалифицираните дъски изискват 7–15 дни кондициониране на постоянна температура и влажност за освобождаване на вътрешния стрес. Много малки фабрики доставят дъски веднага след пресоване за бърза доставка, което води до постепенна деформация след изпращане.
- Небалансирано нанасяне на лепило: Неравномерното количество лепило и скорост на втвърдяване от двете страни причиняват различни нива на свиване, което води до изкривяване на плоскостта.
Б. Фактори на околната среда: Влажност & Температурата като основен катализатор
Плочите от дървесни частици са изключително чувствителни към влажност, което обяснява високата степен на деформация по време на морски транспорт, дъждовни сезони и влажно складово съхранение:
- един-едностранно абсорбиране на влага: Когато едната страна на дъската докосне влажни подове или стени, докато другата страна остава вентилирана, неравномерното абсорбиране на вода причинява незабавно изкривяване.
- Внезапни промени в температурата и влажността: Плочите, прехвърлени от сухи складове във влажни работилници или запечатани контейнери, предизвикват небалансирано разширение и свиване, предизвиквайки освобождаване на напрежението и деформация.
- Редуващи се високи и ниски температури: Повтарящото се термично разширение и свиване при летни високи горещини и зимни ниски температури постепенно освобождава остатъчното вътрешно напрежение и причинява бавна деформация.
C. Неправилно съхранение, транспортиране & Операции по обработка
Дори квалифицираните дъски могат да бъдат повредени от нередовна логистика и обработка, които са ключови контролни точки за търговските компании:
- не-стандартно подреждане: Наклонено разположение, вертикално единично-съхранението на дъски, неравномерното подреждане и неравномерната поддръжка на палети водят до дълго-термин неуравновесено напрежение и деформация.
- Няма повторно-кондициониране след рязане: Пълните плоскости поддържат стабилен баланс на напрежението, докато рязането нарушава баланса. Директната обработка без почивка води до висок риск от деформация.
- Небалансиран процес на фурниране: Асиметричната дебелина на фурнира, натиск или температура от двете страни издърпват дъската и причиняват огъване.
- Неадекватна защита на морския транспорт: Запечатаните контейнери се отличават с висока влажност и температурни разлики. Дъски без влага-устойчив филм и десиканти лесно абсорбират влагата и се деформират.
3. Два често срещани вида деформация & Основни причини
A. Дъговидно странично огъване (наляво-дясна кривина): Основно причинено от неравномерно разпръскване на продукцията, непостоянна плътност на плоскостите или наклонено напрежение при подреждане.
B. Изкривена деформация на лъка (нагоре-изпъкнал надолу): 90% причинени от небалансирана влажност, едно-едностранно абсорбиране на влага, асиметрично вътрешно напрежение и недостатъчно фабрично кондициониране.
4. Практически решения: Как да избегнем деформация на ПДЧ
По-долу е напълно приложимо решение за контрол на качеството, обхващащо доставка, складиране, обработка и изпращане, подходящо за вътрешни продажби и европейски & Американски износ с CARB/Изисквания за съответствие на EPA и FSC:
A. Контрол на качеството на източника (Най-критично)
- Сътрудничете само с официални производители със стандартизирано производство и цялостни процеси на кондициониране, за да осигурите стабилен вътрешен контрол на напрежението.
- Дайте приоритет на експорта-съвместими платки с валиден CARB P2 / EPA TSCA дял VI Съответствие с формалдехид и FSC CoC сертификат. Съвместимите дъски се характеризират с по-строги производствени стандарти и по-ниски нива на деформация, като същевременно отговарят на изискванията за митническо освобождаване.
- Провеждайте предварително-инспекция за вземане на проби от пратката: проверете плоскостта, равномерната дебелина и компактната повърхност на дъската и поискайте протоколи от изпитване на партиди от доставчиците.
B. Стандартизирано управление на склада
- Поддържайте складовете вентилирани и сухи. Поставете дъските върху плоски палети, за да избегнете директен контакт с влажна земя и стени.
- Забранете вертикално или наклонено поставяне. Подредете дъските плоски с еднаква височина, за да избегнете частичен силен натиск.
- Напълно обвийте дъските с влага-устойчиво фолио и поставете десиканти по време на дъждовните сезони и подготовката за океански товари, за да предотвратите абсорбирането на влага.
C. Стандартизирана обработка & Пратка
- Оставете нарязаните дъски да почиват и отново-условие за 24–48 часа за възстановяване на баланса на напрежението преди фурниране, кантиране и монтаж.
- Осигурете симетрични параметри на фасетиране (дебелина, налягане, температура) от двете страни, за да се избегне асиметрична деформация при издърпване.
- Подредете и фиксирайте дъските плътно по време на товаренето на контейнера, за да предотвратите притискане и деформация по време на океанско транспортиране.
Г. След-Превенция на риска при продажбите
- Направете снимки, за да запишете плоскостта на дъската и подробностите за опаковката преди изпращане и създайте пълни файлове за проследяване.
- Информирайте чуждестранните клиенти за стандартните насоки за разопаковане на контейнери и съхранение на борда за високи-влажност транспортни маршрути за намаляване на оплакванията за качество на терминала.
5. Заключение: Деформацията е контролируема (Не се премахва)
Поради структурни и процесни ограничения, 100% нулева деформация не може да бъде постигната за инженерни плочи от дървесни частици. Въпреки това, строг избор на източник, стандартизирано складиране и стандартизирана обработка & логистиката може да контролира скоростта на деформация в изключително нисък диапазон.
За търговските предприятия деформацията на плочи от дървесни частици е не само проблем с качеството, но и ключова част от контрола на риска за съответствие, управлението на разходите и изграждането на репутацията на марката. Специално за европейските и американските експортни фирми, съвместимите съвети плюс стандартизираните процедури за контрол на качеството принципно избягват връщания, удръжки и регулаторни санкции.
Следваща: Дубай WoodShow