Hvorfor deformeres spånplader? En komplet guide til årsager, triggere og løsninger
Hvorfor deformeres spånplader? En komplet guide til årsager, triggere og løsninger
I panelhandel, møbeltilpasning og eksportforsyningsindustri er spånpladedeformation et af de mest almindelige og besværlige kvalitetsproblemer.
Mange købere og fabrikker står over for det samme problem: brædder, der er helt flade,når de forlader fabrikken, kan udvikle sidebøjninger, vridninger, bulende centre eller hævede kanter efter opbevaring, møbelbearbejdning eller søfragtstransport. Mindre defekter fører til omarbejdelsestab og kundeklager, mens alvorlige tilfælde resulterer i fuld-containerretur og enorme logistikkompensationsomkostninger. Især til europæisk og amerikansk eksport med CARB/EPA- og FSC-kompatible paneler, deformationskontrol er en kerneprioritet for kvalitetskontrol.
Denne blog analyserer omfattende spånpladedeformation fra materialeprincipper, produktionsfejl, miljøpåvirkninger, behandlings- og opbevaringsfejl og praktiske løsninger, hvilket hjælper dig med fuldt ud at forstå og effektivt kontrollere kvalitetsrisici.
1. Den iboende årsag: Hvorfor spånplader er tilbøjelige til at deformeres
Fremstillingsprocessen af spånplader (spånplade) forårsager i sagensnatur ujævn indre stress, som er den grundlæggende årsag til deformation. Denne iboende defekt kan ikke helt elimineres, men kan optimeres og kontrolleres.
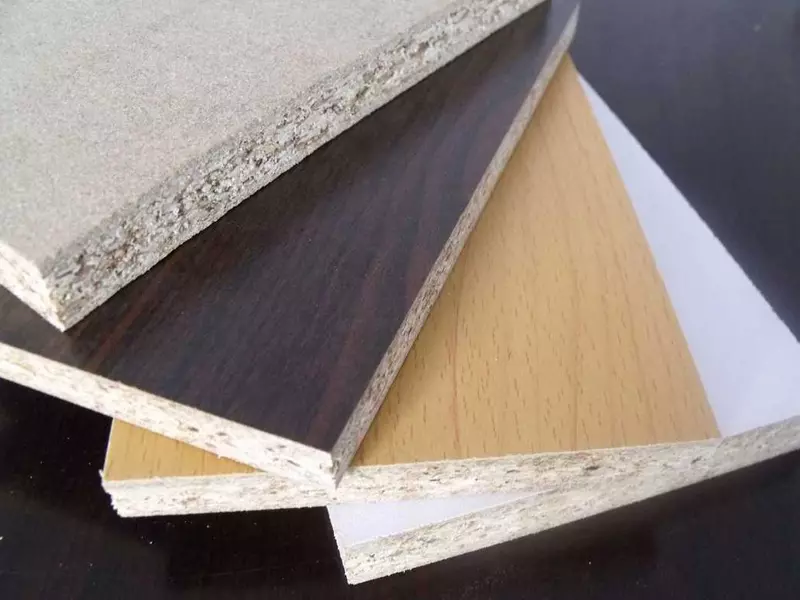
Spånplader fremstilles ved at komprimere blandet træflis, spåner og savsmuld med urinstof-formaldehyd harpiks eller MDI klæbemiddel under høj temperatur og højt tryk. Sammenlignet med massivt træ og krydsfiner bringer dets strukturelle egenskaber uundgåelige svagheder:
A. Ujævn lagstruktur: Standardproduktion vedtager en bøde-partikeloverfladelag og groft-spånkernelag. Den tætte overflade har høj hårdhed, mens det løse kernelag har dårlig sejhed, hvilket danner iboende densitetsforskelle inde i pladen.
B. Residual intern stress: Under høj-temperatur og høj-trykpresning, brættet tvangsformes. Restspænding forbliver indeni efter afkøling, hvilket holder brættet i en ustabil, afbalanceret tilstand.
C. Inkonsekvent vandoptagelse: Det tætte overfladelag er vandtæt, mens det porøse kernelag let absorberer fugt. Temperatur- og fugtændringer forårsager inkonsekvent ekspansion og sammentrækning mellem overfladen, kernen og to sider af pladen, hvilket direkte resulterer i vridning og deformation.
Kort sagt er spånpladedeformation ikke blot forårsaget af dårlig kvalitet, men et kombineret resultat af materialeegenskaber, produktionsteknikker og miljøændringer.
2. Kerneårsager til spånpladedeformation
A. Produktionsfejl: Den største skjulte fare
Lav-omkostninger og ikke-standard spånplader harnormalt skjulte deformationsrisici fra produktionsstadiet, hvilket er almindelige faldgruber for panelhandlere:
- Ujævn materialespredning: Ujævn fordeling af træflis over hele brættet forårsager inkonsekvent tæthed, ubalanceret spænding og uundgåelig sidebøjning ved senere brug.
- Ustabil varmpresningstemperatur og tryk: Utilstrækkeligt tryk eller for høj temperatur fører til ufuldstændig hærdning og uaflastet indre belastning; ujævn temperatur forårsager delvis tæt-løse forskelle på tavlen.
- Utilstrækkelig konditioneringstid: Kvalificerede boards kræver 7–15 dage med konstant temperatur- og fugtighedskonditionering for at frigøre indre stress. Mange små fabrikker leverer plader umiddelbart efter presning for hurtig levering, hvilket fører til gradvis deformation efter forsendelse.
- Ubalanceret klæbemiddelpåføring: Uensartet klæbemiddelmængde og hærdningshastighed på de to sider forårsager forskellige krympningshastigheder, hvilket resulterer i brætvridning.
B. Miljøfaktorer: Fugtighed & Temperatur som hovedkatalysatorer
Spånplader er ekstremt følsomme over for fugt, hvilket forklarer den høje deformationshastighed under søfragt, regntiden og fugtig lageropbevaring:
- En-sidefugtabsorbering: Når den ene side af pladen rører fugtige gulve eller vægge, mens den anden side forbliver ventileret, forårsager ujævn vandabsorption øjeblikkelig vridning.
- Pludselige temperatur- og fugtændringer: Plader, der overføres fra tørre lagre til fugtige værksteder eller forseglede containermiljøer, producerer ubalanceret ekspansion og sammentrækning, hvilket udløser spændingsudløsning og deformation.
- Skiftende høje og lave temperaturer: Gentagen termisk ekspansion og sammentrækning under høj sommervarme og vinterlave temperaturer frigiver gradvist resterende indre stress og forårsager langsom deformation.
C. Ukorrekt opbevaring, transport & Behandlingsoperationer
Selv kvalificerede bestyrelser kan blive beskadiget af uregelmæssig logistik og behandling, som er vigtige kontrolpunkter for handelsvirksomheder:
- Ikke-standardstabling: Skrå placering, lodret enkelt-bordopbevaring, ujævn stabling og ujævn pallestøtte fører til lang-betegne ubalanceret stress og deformation.
- Nej vedr-konditionering efter skæring: Komplette brædder opretholder en stabil stressbalance, mens skæring bryder balancen. Direkte bearbejdning uden hvile forårsager høj deformationsrisiko.
- Ubalanceret finerproces: Asymmetrisk finertykkelse, tryk eller temperatur på begge sider trækker pladen og forårsager bøjning.
- Utilstrækkelig beskyttelse mod søfragt: Forseglede containere har høj luftfugtighed og temperaturforskelle. Brædder uden fugt-proof film og tørremidler absorberer let fugt og deformeres.
3. To almindelige typer af deformation & Grundårsager
A. Buet sidebøjning (venstre-højre krumning): Hovedsageligt forårsaget af ujævn produktionsspredning, inkonsistent pladetæthed eller skrå stablingsbelastning.
B. Forvredet buedeformation (op-ned svulmende): 90% forårsaget af ubalanceret fugtighed, en-sidet fugtabsorption, asymmetrisk indre stress og utilstrækkelig fabrikskonditionering.
4. Praktiske løsninger: Sådan undgås deformation af spånplader
Nedenfor er en fuldt implementerbar kvalitetskontrolløsning, der dækker indkøb, lager, forarbejdning og forsendelse, velegnet til indenlandsk salg og europæiske & Amerikansk eksport med CARB/EPA- og FSC-overholdelseskrav:
A. Kildekvalitetskontrol (Mest Kritisk)
- Samarbejd kun med formelle producenter med standardiseret produktion og komplette konditioneringsprocesser for at sikre stabil intern stresskontrol.
- Prioriter eksport-kompatible tavler med gyldig CARB P2 / EPA TSCA Titel VI formaldehyd-overholdelse og FSC CoC-certificering. Overensstemmende tavler har strengere produktionsstandarder og lavere deformationshastigheder, mens de opfylder fortoldningskravene.
- Opfør præ-inspektion af forsendelsesprøver: Kontroller planhed, ensartet tykkelse og kompakt bordoverflade, og anmod om batchtestrapporter fra leverandører.
B. Standardiseret lagerstyring
- Hold lagre ventilerede og tørre. Placer brædder på flade paller for at undgå direkte kontakt med fugtig jord og vægge.
- Forbyd lodret eller skrå placering. Stable brædder fladt med ensartet højde for at undgå delvist kraftigt pres.
- Fuldt indpakke brædder med fugt-proof film og placer tørremidler i regntiden og havfragtforberedelse for at forhindre fugtoptagelse.
C. Standardiseret behandling & Forsendelse
- Lad afskårne brædder hvile og re-betingelse for 24–48 timer for at genoprette spændingsbalancen før finering, kantbånd og montering.
- Sørg for symmetriske fineringsparametre (tykkelse, tryk, temperatur) på begge sider for at undgå asymmetrisk trækdeformation.
- Stable og fastgør brædder stramt under containerladning for at forhindre klemning og deformation under havtransport.
D. Efter-Salgsrisikoforebyggelse
- Tag billeder for at registrere planhedens planhed og emballagedetaljer før forsendelse, og opret komplette sporbarhedsfiler.
- Informer oversøiske kunder om standardbeholderudpakning og bordopbevaring retningslinjer for høj-luftfugtighedsforsendelsesruter for at reducere terminalkvalitetsklager.
5. Konklusion: Deformation er kontrollerbar (Ikke eliminerbar)
På grund af strukturelle og procesmæssige begrænsninger, 100%nul deformation kan ikke opnås for konstruerede spånplader. Men strengt kildevalg, standardiseret lager og standardiseret behandling & logistik kan kontrollere deformationshastigheden inden for et ekstremt lavt område.
For handelsvirksomheder er deformation af spånplader ikke kun et kvalitetsproblem, men også en vigtig del af overholdelsesrisikokontrol, omkostningsstyring og opbygning af brands omdømme. Specielt for europæiske og amerikanske eksportvirksomheder undgår kompatible bestyrelser plus standardiserede kvalitetskontrolprocedurer fundamentalt returnering, fradrag og reguleringsmæssige sanktioner.
Næste: Dubai WoodShow