Die Wissenschaft hinter der Sperrholzherstellung und den Umweltstandards
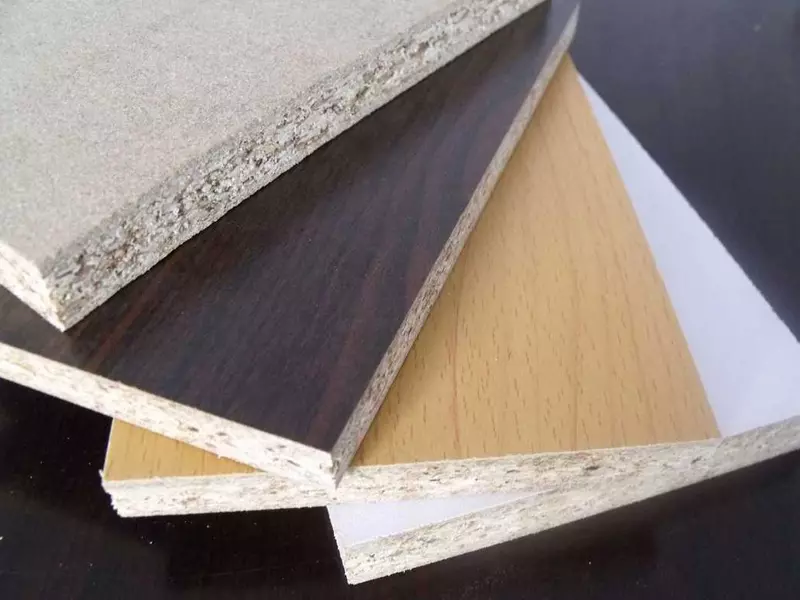
Bei der Herstellung von Sperrholz handelt es sich um einen Präzisionsprozess, bei dem Rohholz in hochwertiges Holz umgewandelt wird-Performance-Panels. Es beginnt mit der Holzvorbereitung: geeignete Schälholzscheite — gerade, Knoten-freie Koffer — werden gedämpft, um das Holz weicher zu machen, und anschließend rotiert-in dünne Furniere mit einer Dicke von typischerweise 0,5 bis 3 mm geschnitten. Diese Furniere werden auf einen Feuchtigkeitsgehalt von 8 getrocknet–12%,nach Sorten sortiert und dann zum Kleben vorbereitet.
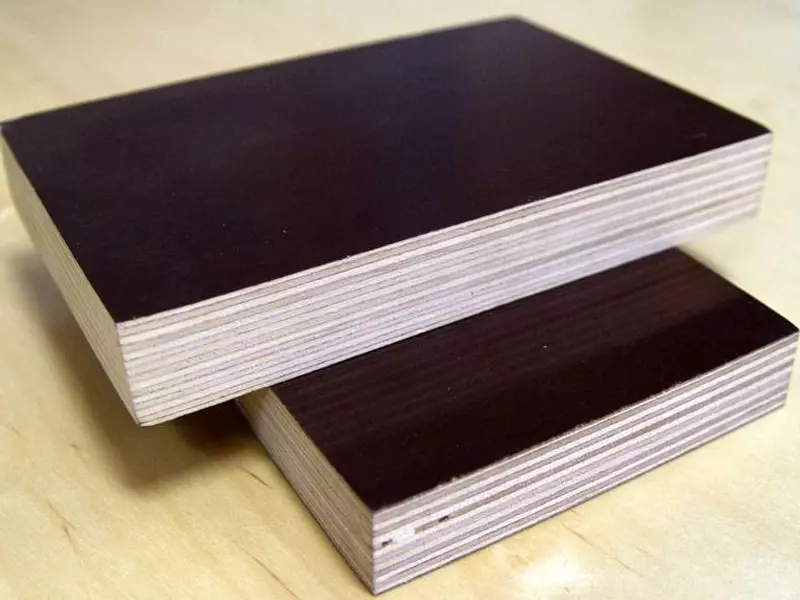
In der Klebephase trifft Wissenschaft auf Kunst. Klebstoff — am häufigsten Harnstoff-Formaldehyd (UF) für Innenqualitäten oder Phenol-Formaldehyd (PF) für Außenqualitäten — wird gleichmäßig auf jeder Furnieroberfläche in einem Abstand von ca. 8 verteilt–12 Gramm pro Quadratmeter. Anschließend werden die Furniere kreuzweise gestapelt-Kornkonfiguration und Vor-bei 0,2 gedrückt–2 MPa, um eine zusammenhängende Matte zu bilden. Die Matte gelangt in eine Heißpresse, wo Temperaturen von 110 °C herrschen–140°C und Drücke von 1,0–1,5 MPa härten den Klebstoff aus und verbinden die Schichten dauerhaft. Total heiß-Die Presszeit beträgt jenach Plattendicke 6 bis 15 Minuten.

Nach dem Pressen werden die Platten abgekühlt, besäumt, geschliffen und sortiert. Das Endprodukt wird auf Klebefestigkeit, Formaldehydemission, Feuchtigkeitsbeständigkeit und Oberflächenqualität geprüft. Laut GB/T 17657-2022 stellen strenge physikalische und chemische Tests sicher, dass jede Charge dennationalen Standards entspricht.
Umweltbedenken haben zu revolutionären Veränderungen in der Klebetechnologie geführt. Herkömmliche UF-Harze setzen Formaldehyd frei, ein Karzinogen der Klasse I, das von der Internationalen Agentur für Krebsforschung anerkannt ist. Als Reaktion darauf haben Forscher Soja entwickelt-Protein-Aldehydbasis-kostenlose Klebstoffe. Aktuelle Studien zeigen, dass Sojabohnen-Klebstoffe auf Basis von Verbundwerkstoffen erreichen bei Modifizierung mit zusammengesetzten Flammschutzmitteln eine Nassklebefestigkeit von 1,12 MPa — dennationalen Standard übertreffen — Gleichzeitig werden die Formaldehydemissionen aufnahezu Null reduziert. Diese Biografie-basierte Klebstoffe stellen die Zukunft der grünen Sperrholzproduktion dar.
Chinas Standard-GB für 2021/T 39600 legt drei Formaldehydklassen fest: ENF (≤0,025 mg/m?), E0 (≤0,050 mg/m?), und E1 (≤0,124 mg/m?). Die europäische Norm EN 717-1 legt unter Verwendung der Kammermethode einen E1-Grenzwert von 0,124 mg fest/m? sowie. Diese konvergierenden Standards spiegeln ein globales Engagement für die Luftqualität in Innenräumen wider.
Bei der Herstellung von Sperrholz kommt esnicht mehrnur auf die Festigkeit an — Es geht darum, Holzwerkstoffe herzustellen, die sicher,nachhaltig und für das 21. Jahrhundert geeignet sind.
Vorherige: Nicht mehr
Nächste: Dubai WoodShow